(^_-)-☆インドネシアでの27年間 [押出成形]
5497 プラスチック押出成形の冷却方法、1月21日からの続き
4.バキュームボックス(V.Box)
冷却水槽の入り口側を蓋ができるボックスにし、間接バキューム(C.Die)を取り付ける。
製品の外側を真空で直接引っ張るのではなく、ボックスの中を減圧して膨らませ、外径を決める。
比較的柔らかい樹脂に適する。
C.Dieの入り口に予備冷却用の水を出す小さな穴をあける場合が多い。
引っ張る力が弱いから、C.Dieの内径は、求める外径の+0.7mmほど大きくする。
5.直接バキュームC.Die・+・間接バキュームボックス
直接バキュームC.Dieの弱点、速度によって真円が出にくい場合、間接バキュームで真円にする効果がある。直接バキュームC.Dieだけより速度を上げやすい。
6.バキュームボックス(V.Box)+サイジングプレート(SP)
http://otaenplaext.net/concept90.html ポリカーボネートチューブ(PC-tube)など、
http://otaenplaext.net/concept7.html ハイレックスのPEライナー
比較的硬い樹脂での細いチューブに適する。
C.Dieの前に、SPを張り付ける
この6種類の冷却サイジング方法で、全てのパイプなど密閉製品は出来るはずだ。密閉製品はチューブやパイプ、ホースだけとは限らない、三角形、四角形、多角形もある。
http://otaenplaext.net/concept178.html このマガジンケースも密封製品だ。
7.異形用冷却金型 (冷却ブロック)
http://otaenplaext.net/concept109.html 巻き上げカーテンの芯
密封製品ではない製品は、C.Dieを使えないので、製品ごとに金型本体を作らなければならない。
S-PVCなど、柔らかい原料では、製品が通り過ぎる隙間を作るだけだはら、SPだけでもいい。硬い樹脂に関しては、バキュームで直接外側を引っ張るような設計になる。
8.インサイド・マンドレル(内径規制)
或る程度硬い樹脂で内径の寸法が重要なパイプは、この方法を使う。肉薄で大きめな径のパイプの成形に向いている。外径は規制しないで、空冷なので、艶は無くなる。
http://otaenplaext.net/concept182.html
こんな製品もできる。

パラマウントベッドから依頼の押出製品 この中に、密閉の製品が一つだけある、どれでしょうか、そして、冷却金型は、何番でしょうか。日本のテレビでコマーシャルが流れていますね。私が、こんなに手伝っているのですよ、インドネシアでね。
https://www.youtube.com/watch?v=2jxf_TEBZhM&t=129s

Closing Statement 3 Capres, Prabowo Minta Maaf ke Anies dan Ganjar
3人の大統領候補の最終声明、プラボウォ氏がアニエス氏とガンジャール氏に謝罪
https://www.youtube.com/watch?v=8iSH1L9Uavo
Analisis Pengamat Politik soal Peluang 3 Capres Dongkrak Elektabilitas di Debat Terakhir
最終討論会で3人の大統領候補が当選率を高める機会についての政治観察者の分析
Jelang debat capres, Minggu (4/02) ketiga calon presiden mengaku siap adu visi untuk terakhir kali sebelum hari pencoblosan nanti.
日曜日(4月2日)の大統領討論会に先立ち、3人の大統領候補者は投票日の前に最後にもう一度自分たちのビジョンを競う準備ができていることを認めた。
Bicara persiapan, Calon Presiden Nomor Urut 1 Anies Baswedan mengaku tidak menyiapkan skenario khusus karena tidak mengetahui pertanyaan debat.
準備について話すと、大統領候補ナンバーワンのアニエス・バスウェダンは、討論の質問を知らなかったため、特別なシナリオを準備していないと認めた。
Bagi Anies, debat bukan soal hafalan. Dirinya mengaku tidak menyiapkan skenario khusus karena tidak mengetahui pertanyaan debat.
アニスにとって、ディベートとは暗記することではありません。 同氏は討論の質問を知らなかったため、特別なシナリオを用意しなかったと認めた。
Di sisi lain, Calon Presiden Nomor Urut 2, Prabowo Subianto mengaku was-was menjelang debat kelima pilpres 2024 nanti.
一方、大統領候補ナンバー2のプラボウォ・スビアント氏は、2024年大統領選挙の第5回討論会を前に不安を感じていることを認めた。
Dengan nada guyon, di hadapan relawan di Makassar, Prabowo kembali mengungkit soal nilai 11 dari 100 yang diberikan capres lain di debat sebelumnya.
マカッサルのボランティアたちの前で、プラボウォ氏は冗談めいた口調で、前回の討論会で他の大統領候補者がつけた100点中11点を再び持ち出した。
Sementara itu Calon Presiden Nomor Urut Tiga Ganjar Pranowo memilih blusukan ke pasar tradisional di Kota Palembang, Sumatera Selatan sebagai persiapan debat.
一方、大統領候補ナンバー3のガンジャル・プラノウォ氏は、討論会の準備として南スマトラ州パレンバン市の伝統的な市場を訪れることにした。
Menurut Ganjar, penting untuk melihat fakta di lapangan sebagai bagian dari persiapan menghadapi debat capres.
ガンジャール氏によれば、大統領候補討論会の準備の一環として、現場の事実を見つめることが重要だという。
Apapun strategi dan persiapan capres di debat terakhir, dengan tema kesejahteraan sosial, kebudayaan, pendidikan, teknologi informasi, kesehatan, ketenagakerjaan, sumber daya manusia dan inklusi, publik menanti ide, bukan sekadar adu otot apalagi unjuk gimik.
社会福祉、文化、教育、情報技術、健康、雇用、人材、インクルージョンをテーマとした最終討論会での大統領候補者の戦略や準備がどのようなものであれ、国民は単なる力比べではなく、アイデアを待っている。一人で手法を披露。
https://www.youtube.com/watch?v=RDsaiF37UDU


Koalisi Pimpinan AS Serang 36 Sasaran Houthi di 13 Lokasi Yaman, Targetkan Situs Penyimpan Senjata
米国主導の有志連合がイエメン13カ所のフーシ派36拠点を攻撃、武器保管場所を狙う
AS dan Inggris Serang 36 Target di Yaman
米国と英国がイエメンの36の標的を攻撃
Amerika Serikat dan Inggris melancarkan serangan terhadap 36 target di Yaman pada Sabtu (3/2/2024). Ini terjadi di hari kedua operasi besar AS terhadap kelompok-kelompok yang terkait dengan Iran menyusul serangan mematikan terhadap pasukan AS akhir pekan lalu.
米国と英国は土曜日(2024年3月2日)、イエメンの36の目標への攻撃を開始した。 これは、先週末の米軍への致命的な攻撃を受けて、イラン関連グループに対する米国の大規模作戦の2日目に行われた。
Serangan-serangan tersebut menghantam fasilitas penyimpanan senjata Houthi yang terkubur, sistem rudal, peluncur, dan kemampuan lain yang telah digunakan Houthi untuk menyerang pelayaran Laut Merah, kata Pentagon.
国防総省によると、今回の空爆は、フーシ派が紅海の船舶攻撃に使用していた埋められた武器保管施設、ミサイルシステム、発射装置、その他の施設を攻撃したという。
AS menambahkan bahwa serangan tersebut menargetkan 13 lokasi di seluruh negeri.
米国は、攻撃は全米13カ所を標的にしたと付け加えた。
Dilansir dari Reuters, ini adalah tanda terbaru dari meluasnya konflik di Timur Tengah sejak perang meletus antara Israel dan Hamas setelah serangan mematikan kelompok Palestina itu terhadap Israel pada 7 Oktober.
ロイター通信の報道によると、これは、10月7日にパレスチナ人グループによるイスラエルへの致命的な攻撃を受けてイスラエルとハマスの間で戦争が勃発して以来、中東における紛争拡大の最新の兆候である。
"Tindakan kolektif ini mengirimkan pesan yang jelas kepada Houthi bahwa mereka akan terus menanggung konsekuensi lebih lanjut jika mereka tidak mengakhiri serangan ilegal mereka terhadap pelayaran internasional dan kapal-kapal angkatan laut," kata Menteri Pertahanan AS Lloyd Austin.
ロイド・オースティン米国防長官は、「今回の集団行動は、フーシ派に対し、国際船舶や海軍艦船に対する違法な攻撃をやめなければ、さらなる結果に苦しみ続けるという明確なメッセージを送ることになる」と述べた。
Dia menambahkan bahwa serangan tersebut mendapat dukungan dari Australia, Bahrain, Kanada, Denmark, Belanda, dan Selandia Baru.
同氏は、この攻撃にはオーストラリア、バーレーン、カナダ、デンマーク、オランダ、ニュージーランドの支援があったと付け加えた。

東京は大雪でインフラはマヒ状態。静岡は雨、寒かった。

安西からの帰り 駿河大橋。
4.バキュームボックス(V.Box)
冷却水槽の入り口側を蓋ができるボックスにし、間接バキューム(C.Die)を取り付ける。
製品の外側を真空で直接引っ張るのではなく、ボックスの中を減圧して膨らませ、外径を決める。
比較的柔らかい樹脂に適する。
C.Dieの入り口に予備冷却用の水を出す小さな穴をあける場合が多い。
引っ張る力が弱いから、C.Dieの内径は、求める外径の+0.7mmほど大きくする。
5.直接バキュームC.Die・+・間接バキュームボックス
直接バキュームC.Dieの弱点、速度によって真円が出にくい場合、間接バキュームで真円にする効果がある。直接バキュームC.Dieだけより速度を上げやすい。
6.バキュームボックス(V.Box)+サイジングプレート(SP)
http://otaenplaext.net/concept90.html ポリカーボネートチューブ(PC-tube)など、
http://otaenplaext.net/concept7.html ハイレックスのPEライナー
比較的硬い樹脂での細いチューブに適する。
C.Dieの前に、SPを張り付ける
この6種類の冷却サイジング方法で、全てのパイプなど密閉製品は出来るはずだ。密閉製品はチューブやパイプ、ホースだけとは限らない、三角形、四角形、多角形もある。
http://otaenplaext.net/concept178.html このマガジンケースも密封製品だ。
7.異形用冷却金型 (冷却ブロック)
http://otaenplaext.net/concept109.html 巻き上げカーテンの芯
密封製品ではない製品は、C.Dieを使えないので、製品ごとに金型本体を作らなければならない。
S-PVCなど、柔らかい原料では、製品が通り過ぎる隙間を作るだけだはら、SPだけでもいい。硬い樹脂に関しては、バキュームで直接外側を引っ張るような設計になる。
8.インサイド・マンドレル(内径規制)
或る程度硬い樹脂で内径の寸法が重要なパイプは、この方法を使う。肉薄で大きめな径のパイプの成形に向いている。外径は規制しないで、空冷なので、艶は無くなる。
http://otaenplaext.net/concept182.html
こんな製品もできる。
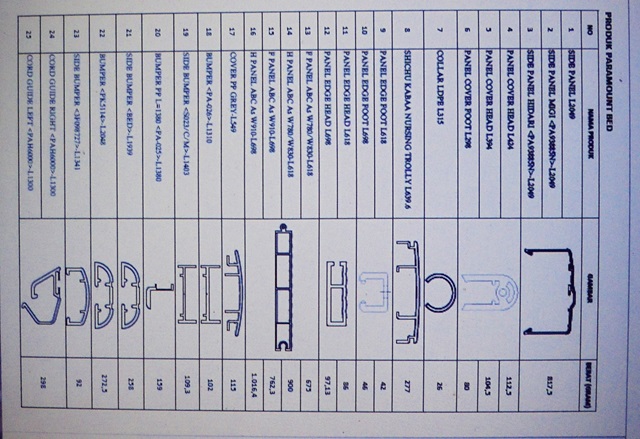
パラマウントベッドから依頼の押出製品 この中に、密閉の製品が一つだけある、どれでしょうか、そして、冷却金型は、何番でしょうか。日本のテレビでコマーシャルが流れていますね。私が、こんなに手伝っているのですよ、インドネシアでね。
https://www.youtube.com/watch?v=2jxf_TEBZhM&t=129s

Closing Statement 3 Capres, Prabowo Minta Maaf ke Anies dan Ganjar
3人の大統領候補の最終声明、プラボウォ氏がアニエス氏とガンジャール氏に謝罪
https://www.youtube.com/watch?v=8iSH1L9Uavo
Analisis Pengamat Politik soal Peluang 3 Capres Dongkrak Elektabilitas di Debat Terakhir
最終討論会で3人の大統領候補が当選率を高める機会についての政治観察者の分析
Jelang debat capres, Minggu (4/02) ketiga calon presiden mengaku siap adu visi untuk terakhir kali sebelum hari pencoblosan nanti.
日曜日(4月2日)の大統領討論会に先立ち、3人の大統領候補者は投票日の前に最後にもう一度自分たちのビジョンを競う準備ができていることを認めた。
Bicara persiapan, Calon Presiden Nomor Urut 1 Anies Baswedan mengaku tidak menyiapkan skenario khusus karena tidak mengetahui pertanyaan debat.
準備について話すと、大統領候補ナンバーワンのアニエス・バスウェダンは、討論の質問を知らなかったため、特別なシナリオを準備していないと認めた。
Bagi Anies, debat bukan soal hafalan. Dirinya mengaku tidak menyiapkan skenario khusus karena tidak mengetahui pertanyaan debat.
アニスにとって、ディベートとは暗記することではありません。 同氏は討論の質問を知らなかったため、特別なシナリオを用意しなかったと認めた。
Di sisi lain, Calon Presiden Nomor Urut 2, Prabowo Subianto mengaku was-was menjelang debat kelima pilpres 2024 nanti.
一方、大統領候補ナンバー2のプラボウォ・スビアント氏は、2024年大統領選挙の第5回討論会を前に不安を感じていることを認めた。
Dengan nada guyon, di hadapan relawan di Makassar, Prabowo kembali mengungkit soal nilai 11 dari 100 yang diberikan capres lain di debat sebelumnya.
マカッサルのボランティアたちの前で、プラボウォ氏は冗談めいた口調で、前回の討論会で他の大統領候補者がつけた100点中11点を再び持ち出した。
Sementara itu Calon Presiden Nomor Urut Tiga Ganjar Pranowo memilih blusukan ke pasar tradisional di Kota Palembang, Sumatera Selatan sebagai persiapan debat.
一方、大統領候補ナンバー3のガンジャル・プラノウォ氏は、討論会の準備として南スマトラ州パレンバン市の伝統的な市場を訪れることにした。
Menurut Ganjar, penting untuk melihat fakta di lapangan sebagai bagian dari persiapan menghadapi debat capres.
ガンジャール氏によれば、大統領候補討論会の準備の一環として、現場の事実を見つめることが重要だという。
Apapun strategi dan persiapan capres di debat terakhir, dengan tema kesejahteraan sosial, kebudayaan, pendidikan, teknologi informasi, kesehatan, ketenagakerjaan, sumber daya manusia dan inklusi, publik menanti ide, bukan sekadar adu otot apalagi unjuk gimik.
社会福祉、文化、教育、情報技術、健康、雇用、人材、インクルージョンをテーマとした最終討論会での大統領候補者の戦略や準備がどのようなものであれ、国民は単なる力比べではなく、アイデアを待っている。一人で手法を披露。
https://www.youtube.com/watch?v=RDsaiF37UDU


Koalisi Pimpinan AS Serang 36 Sasaran Houthi di 13 Lokasi Yaman, Targetkan Situs Penyimpan Senjata
米国主導の有志連合がイエメン13カ所のフーシ派36拠点を攻撃、武器保管場所を狙う
AS dan Inggris Serang 36 Target di Yaman
米国と英国がイエメンの36の標的を攻撃
Amerika Serikat dan Inggris melancarkan serangan terhadap 36 target di Yaman pada Sabtu (3/2/2024). Ini terjadi di hari kedua operasi besar AS terhadap kelompok-kelompok yang terkait dengan Iran menyusul serangan mematikan terhadap pasukan AS akhir pekan lalu.
米国と英国は土曜日(2024年3月2日)、イエメンの36の目標への攻撃を開始した。 これは、先週末の米軍への致命的な攻撃を受けて、イラン関連グループに対する米国の大規模作戦の2日目に行われた。
Serangan-serangan tersebut menghantam fasilitas penyimpanan senjata Houthi yang terkubur, sistem rudal, peluncur, dan kemampuan lain yang telah digunakan Houthi untuk menyerang pelayaran Laut Merah, kata Pentagon.
国防総省によると、今回の空爆は、フーシ派が紅海の船舶攻撃に使用していた埋められた武器保管施設、ミサイルシステム、発射装置、その他の施設を攻撃したという。
AS menambahkan bahwa serangan tersebut menargetkan 13 lokasi di seluruh negeri.
米国は、攻撃は全米13カ所を標的にしたと付け加えた。
Dilansir dari Reuters, ini adalah tanda terbaru dari meluasnya konflik di Timur Tengah sejak perang meletus antara Israel dan Hamas setelah serangan mematikan kelompok Palestina itu terhadap Israel pada 7 Oktober.
ロイター通信の報道によると、これは、10月7日にパレスチナ人グループによるイスラエルへの致命的な攻撃を受けてイスラエルとハマスの間で戦争が勃発して以来、中東における紛争拡大の最新の兆候である。
"Tindakan kolektif ini mengirimkan pesan yang jelas kepada Houthi bahwa mereka akan terus menanggung konsekuensi lebih lanjut jika mereka tidak mengakhiri serangan ilegal mereka terhadap pelayaran internasional dan kapal-kapal angkatan laut," kata Menteri Pertahanan AS Lloyd Austin.
ロイド・オースティン米国防長官は、「今回の集団行動は、フーシ派に対し、国際船舶や海軍艦船に対する違法な攻撃をやめなければ、さらなる結果に苦しみ続けるという明確なメッセージを送ることになる」と述べた。
Dia menambahkan bahwa serangan tersebut mendapat dukungan dari Australia, Bahrain, Kanada, Denmark, Belanda, dan Selandia Baru.
同氏は、この攻撃にはオーストラリア、バーレーン、カナダ、デンマーク、オランダ、ニュージーランドの支援があったと付け加えた。

東京は大雪でインフラはマヒ状態。静岡は雨、寒かった。

安西からの帰り 駿河大橋。
(^_-)-☆頼まれて、「出来ない」といわなかった [押出成形]
5481 汎用プラスチックの他、エンジニアリングプラスチック(エンプラ・enpla)があるし、ウルトラエンプラもある。今まで、チューブやパイプを作った経験があるものだけでも、PA(ポリアミド、ナイロン)、POM(ポリオキシメチレン、ポリアセタール)、PMMA(ポリメチルメタアクリレート、アクリル)、PC(ポリカーボネート)、PET(ポリエチレンテレフタレート、ペット)、PBT(ポリビニールテレフタレート)、PU(ポリウレタン)、などがあり、ABS,ASなど共重合樹脂、また、アロイといって、何種類かの樹脂を混ぜるだけや、強化樹脂?といって、ガラス繊維や炭酸カルシウム、時には二硫化モリブデンや炭素繊維などを混ぜたりした。多色成形、多樹脂成型もやっていた。
それらの樹脂のいろいろな形、硬さ、溶融粘度が同じ成形方法でできるわけがない。それらを何でもかんでも、やってしまうことができる押出成形ラインは、私のラインだ。
一般的に、自分の会社で作りたい製品、例えば、軟質塩ビのチューブを作りたいと押出成形ラインを作る会社に注文をする。
購入したラインで、製造元の人が技術指導をしてくれて、塩ビチューブの一定範囲のサイズが成形可能になる。それだけである。合成ゴムやエラストマーやPUなど、似たような樹脂のチューブは作れるが、その他の多くの樹脂や形の成形は出来ない。
私が準備するラインは、それぞれの樹脂や形を、何かの装置を付け替えれば成形できる。
押出製品の成型方法

1.素引き 一番簡単な方法、製品の外径より少しだけ大きい内径を開けたプレートを水槽の前面に着ける。
製品をその穴に通すだけ。製品の周りからちょろちょろ水が落ちている。
一番簡単な方法だ。軟質塩ビや各種エラストマー、PUなど、出来上がった製品が柔らかいから、途中に抵抗がない方法だ。
2.素引き 1.と同じプレートだけだが、製品をプレートの穴を塞ぐように通す。前から水は漏れていない。
冷却してすぐに硬くなる樹脂で、径が小さい樹脂に適する。引取速度も上げたいときもこの方法でやる場合もある。

PP自己消火性樹脂の小径丸棒の注文だったが、小さい穴が開いている方が、丸くなりやすいし、速度を上げやすいので、価格も安くなると提案をし、デザインを変更した製品。

3.キャリブレーションダイ(C.Die)・直接バキューム
基本中の基本の成形方法です。
固まったときに硬い樹脂に適す。C.Dieの入り口を塞ぎ、空気が漏れないようにし、C.Dieの内径に密着させながら引き取る。
製品の硬度や成形速度によるが、C.Dieの内径は、10φくらいの外径なら求める製品の+0.2くらいとする。
https://www.youtube.com/watch?v=AgageeZHk_c

Negara Cina Diam-Diam Terancam Krisis Populasi
中国は密かに人口危機の脅威にさらされている
Susul Jepang dan Korea Selatan, China Juga Alami Krisis Populasi
日本、韓国に続き、中国も人口危機に直面している
Jumlah populasi di China menyusut selama dua tahun berturut-turut, seperti yang dilaporkan Badan Statistik Nasional China pada Rabu (17/1/2024).
中国国家統計局が水曜日(2024年1月17日)に発表したように、中国の人口は2年連続で減少した。
Biro Statistik Nasional China menerbitkan laporan tahunan terbaru mengenai data populasi yang dikumpulkan dari 31 wilayah, termasuk provinsi, daerah otonom, dan kota.
中国国家統計局は、省、自治区、市を含む31の地域から収集した人口データに関する最新の年次報告書を発表した。
Laporan tersebut tidak memasukkan data penduduk asing, atau wilayah administratif khusus seperti Hong Kong dan Makau. Data tersebut juga tidak mencakup data mengenai Taiwan yang memiliki pemerintahan sendiri.
この報告書には外国人居住者や香港やマカオなどの特別行政区に関するデータは含まれていない。 このデータには自治台湾に関するデータも含まれていません。
https://www.youtube.com/watch?v=RJ7IYOZuytw

Rusia dan China Dapat Perlakuan Istimewa dari Houthi, Kapal-kapalnya Dipastikan Aman di Laut Merah
ロシアと中国はフーシ派から優遇措置を受け、紅海での船舶の安全を確保
China Bantah Houthi Janjikan tidak Serang Kapal Berbendera China
中国、中国船籍の船舶を攻撃しないというフーシ派の約束を拒否
Juru Bicara Kementerian Luar Negeri China Mao Ning mengatakan tidak mengetahui soal janji keamanan dari kelompok militan Yaman Houthi bagi kapal-kapal berbendera China yang melewati Laut Merah.
中国外務省の毛寧報道官は、イエメン武装組織フーシ派が紅海を航行する中国船籍の船舶の安全を約束していることは承知していないと述べた。
"Saya tidak mengetahui situasi tersebut," kata Mao Ning kepada media di Beijing, China, Jumat (19/1/2024).
「状況は分からない」と毛寧氏は金曜日(2024年1月19日)、中国の北京でメディアに語った。
それらの樹脂のいろいろな形、硬さ、溶融粘度が同じ成形方法でできるわけがない。それらを何でもかんでも、やってしまうことができる押出成形ラインは、私のラインだ。
一般的に、自分の会社で作りたい製品、例えば、軟質塩ビのチューブを作りたいと押出成形ラインを作る会社に注文をする。
購入したラインで、製造元の人が技術指導をしてくれて、塩ビチューブの一定範囲のサイズが成形可能になる。それだけである。合成ゴムやエラストマーやPUなど、似たような樹脂のチューブは作れるが、その他の多くの樹脂や形の成形は出来ない。
私が準備するラインは、それぞれの樹脂や形を、何かの装置を付け替えれば成形できる。
押出製品の成型方法
1.素引き 一番簡単な方法、製品の外径より少しだけ大きい内径を開けたプレートを水槽の前面に着ける。
製品をその穴に通すだけ。製品の周りからちょろちょろ水が落ちている。
一番簡単な方法だ。軟質塩ビや各種エラストマー、PUなど、出来上がった製品が柔らかいから、途中に抵抗がない方法だ。
2.素引き 1.と同じプレートだけだが、製品をプレートの穴を塞ぐように通す。前から水は漏れていない。
冷却してすぐに硬くなる樹脂で、径が小さい樹脂に適する。引取速度も上げたいときもこの方法でやる場合もある。
PP自己消火性樹脂の小径丸棒の注文だったが、小さい穴が開いている方が、丸くなりやすいし、速度を上げやすいので、価格も安くなると提案をし、デザインを変更した製品。

3.キャリブレーションダイ(C.Die)・直接バキューム
基本中の基本の成形方法です。
固まったときに硬い樹脂に適す。C.Dieの入り口を塞ぎ、空気が漏れないようにし、C.Dieの内径に密着させながら引き取る。
製品の硬度や成形速度によるが、C.Dieの内径は、10φくらいの外径なら求める製品の+0.2くらいとする。
https://www.youtube.com/watch?v=AgageeZHk_c

Negara Cina Diam-Diam Terancam Krisis Populasi
中国は密かに人口危機の脅威にさらされている
Susul Jepang dan Korea Selatan, China Juga Alami Krisis Populasi
日本、韓国に続き、中国も人口危機に直面している
Jumlah populasi di China menyusut selama dua tahun berturut-turut, seperti yang dilaporkan Badan Statistik Nasional China pada Rabu (17/1/2024).
中国国家統計局が水曜日(2024年1月17日)に発表したように、中国の人口は2年連続で減少した。
Biro Statistik Nasional China menerbitkan laporan tahunan terbaru mengenai data populasi yang dikumpulkan dari 31 wilayah, termasuk provinsi, daerah otonom, dan kota.
中国国家統計局は、省、自治区、市を含む31の地域から収集した人口データに関する最新の年次報告書を発表した。
Laporan tersebut tidak memasukkan data penduduk asing, atau wilayah administratif khusus seperti Hong Kong dan Makau. Data tersebut juga tidak mencakup data mengenai Taiwan yang memiliki pemerintahan sendiri.
この報告書には外国人居住者や香港やマカオなどの特別行政区に関するデータは含まれていない。 このデータには自治台湾に関するデータも含まれていません。
https://www.youtube.com/watch?v=RJ7IYOZuytw

Rusia dan China Dapat Perlakuan Istimewa dari Houthi, Kapal-kapalnya Dipastikan Aman di Laut Merah
ロシアと中国はフーシ派から優遇措置を受け、紅海での船舶の安全を確保
China Bantah Houthi Janjikan tidak Serang Kapal Berbendera China
中国、中国船籍の船舶を攻撃しないというフーシ派の約束を拒否
Juru Bicara Kementerian Luar Negeri China Mao Ning mengatakan tidak mengetahui soal janji keamanan dari kelompok militan Yaman Houthi bagi kapal-kapal berbendera China yang melewati Laut Merah.
中国外務省の毛寧報道官は、イエメン武装組織フーシ派が紅海を航行する中国船籍の船舶の安全を約束していることは承知していないと述べた。
"Saya tidak mengetahui situasi tersebut," kata Mao Ning kepada media di Beijing, China, Jumat (19/1/2024).
「状況は分からない」と毛寧氏は金曜日(2024年1月19日)、中国の北京でメディアに語った。
(^_-)-☆インドネシアから離れようとしたが [押出成形]
5458 2018年頃、75歳を回ったころ、いくら何でもと、真剣に考えた。
インドネシアで、後期高齢者が孤独死したらどうするの?と妻や娘から、孫からも言われ続けていた。
ここでは、ASKAでの客先を引き継いだうえに、AFMIの客先も一部増やしたために、順調に、スタートできた。
だが、一年後にコミサリスのエンダン女史から、工場を移すといわれ、ジャバベカ2から、ちょっと田舎の周りが淡水魚の養殖所あるエリアの、ローカルのっ小規模の工業団地?内に移動させられた。私は猛反対した。その地帯、停電が頻繁だし、井戸水に大量のカルシウムが含まれていることを知っていたからだ。
原料や時間のロスが半端じゃなかったし、忙しくもなった。赤字会社になってしまった。売値を上げろとか、セキュリティやドライバーを首にしろと言い出した。
そのうち、社長が客先からアンダーテーブルを受け取っていたことが分かった。その社長をやめさせ、次に、コミサリスの旦那の弟が社長になった。これが、新入社員から最初の一か月の給料を受けてっていたことが分かった。
また、コミサリスと新社長が、私は、反対したにもかかわらず、中国製の押出成形ランを高額で買ってしまった。
その後、分かったが、このミニ工業団地に入る時、造成者から裏金を受け取っていたし、中国製の押出ラインを買う時も裏金を受け取っていた。
そのうちに、PT,NANBUが倒産するという話が伝わってきた。教え子の一人、NANBUの押出工場長を引き取って、NANBUの客先のほとんどをENDOTAで、引き受けざるを得なくなった。
KOHONO. http://otaenplaext.net/concept4.html
TSTECK. FUJISEATなどだ。
稼働率が低い工場では、全部引き受けられない、そこで、P.BEDパラマウントベッドや何社かを、押出ラインを持っている会社にやってもらうことにし、PT.ARBINIやPT,TRC、PT.MGJなどに技術指導込みで、NICHIRINやHOGIやPARAMOUNT BEDそしてLIMATEKNOなどは一部をやってもらうことにした。
https://www.youtube.com/watch?v=2dP-cjL7voU&t=147s

Jelang Momen Tahun Baru, Whoosh Capai 15 Ribu Lebih Penumpang
新年を前に、Whoosh の乗客数は 15,000 人を超える
Penumpang Kereta Cepat Whoosh Menurun setelah Tarif Rp 200 Ribu? Ini Kata KCIC
高速列車の運賃が20万ルピアになった後、乗客が減少? KCICはこう言っています
Jumlah penumpang kereta cepat Whoosh disebut menurun setelah tarif promonya dinaikkan dari Rp 150 ribu menjadi Rp 200 ribu per 1 Desember 2023.
2023年12月1日にプロモーション運賃が15万ルピアから20万ルピアに値上げされてから、高速列車フーシュの乗客数が減少したと言われている。
Sumber Tempo yang mengetahui hal itu mengatakan rata-rata volume penumpang harian periode Oktober-November 2023 mencapai 16.674, setelah tarif dinaikkan khususnya pada pekan pertama Desember 2023 menjadi 13.373.
これに詳しいテンポ関係者によると、特に2023年12月の第1週に運賃値上げが行われ、2023年10~11月の1日平均乗客数は1万6674人に達したという。
Sumber tersebut mengatakan bahwa rata-rata volume pada Oktober-November dan awal Desember 2023 itu menurun sebesar 21 persen. Adapun secara okupansi harian juga menurun masing-masing pada Oktober-November mencapai 89 persen, sedangkan di awal Desember 2023 menjadi 55 persen.
同関係者によると、2023年10~11月と12月初旬の平均販売量は21%減少したという。 一方、10月から11月にかけて1日当たりの稼働率も減少し、89%に達したが、2023年12月初旬には55%となった。
https://www.youtube.com/watch?v=zLKF1mdbUs0

Dalih China Terbitkan Peta Baru Laut Cina Selatan
中国が南シナ海の新地図を公表する口実
Alasan Kenapa Laut China Selatan Terus Diperebutkan Selama 2023
南シナ海が2023年を通じて争われ続ける理由
Pada 10 Desember lalu, sebuah armada yang terdiri dari 40 kapal berangkat dari kota pesisir Filipina, El Nido, di Provinsi Palawan, menuju area perairan Laut China Selatan yang disebut Kepulauan Spratly, yang sebagian wilayahnya diklaim oleh beberapa negara di kawasan.
12月10日、40隻の船団がパラワン州のフィリピン沿岸都市エルニドから南沙諸島と呼ばれる南シナ海の地域へ出港した。南沙諸島の一部はこの地域の複数の国が領有権を主張している。
Lebih dari 200 sukarelawan dalam "konvoi Natal" ini ingin mengantarkan sumbangan hadiah dan pasokan logistik kepada para nelayan miskin yang tinggal dan bekerja di atas kapal di Kepulauan Spratly, serta kepada tentara yang mengawaki sebuah kapal dari era Perang Dunia II yang sengaja dikandaskan di sebuah beting yang menjadi pos teritorial Filipina.
この「クリスマス護送船団」に参加する200人以上のボランティアは、南沙諸島で船に住み、船で働いている貧しい漁師たち、そして誤って座礁した第二次世界大戦時代の船に乗組んでいた兵士たちに、寄付された贈り物や物流物資を届けたいと考えている。フィリピンの領土となった浅瀬。
Konvoi ini diorganisir sebuah koalisi yang disebut "Atin Ito" yang berarti "ini milik kita" dalam bahasa Tagalog. Selain membawa barang bantuan, penyelenggara mengatakan, mereka ingin menunjukkan eksistensi Filipina di Spratly.
この護送船団は、タガログ語で「これは私たちのもの」を意味する「アティン・イトウ」と呼ばれる連合によって組織された。 主催者らは救援物資を届けることとは別に、南沙諸島におけるフィリピンの存在感を示したいと述べた。
"Gelombang" di Laut China Selatan pada 2023
2023年の南シナ海「高潮」
Insiden ini merupakan kejadian terbaru dari kebuntuan diplomasi yang terus bereskalasi selama tahun ini, antara Filipina dan China atas pulau-pulau kecil dan beting yang disengketakan di Laut China Selatan, sebuah jalur perairan yang kaya akan sumber daya alam yang diklaim China hampir seluruhnya.
Selama berbulan-bulan, sejumlah kapal penjaga pantai China yang berukuran jauh lebih besar dan lebih modern secara rutin mengadang kapal penjaga pantai, angkatan laut, dan kapal-kapal nelayan Filipina, terkadang mereka sengaja membenturkan kapalnya.
この事件は、中国がほぼ全域を領有権を主張している天然資源が豊富な水路である南シナ海の係争中の小さな島々や浅瀬をめぐって、フィリピンと中国の間で今年エスカレートする外交的対立の最新のものである。
何ヶ月もの間、中国のはるかに大型で近代的な沿岸警備隊の船舶が定期的にフィリピン沿岸警備隊、海軍、漁船を迎撃し、時には意図的に体当たりしてきた。
Pulau-pulau imajiner dalam peta China
中国の地図上の架空の島々
Menurut hukum internasional, tidak ada dasar hukum untuk klaim teritorial Beijing di bawah "sembilan garis putus-putus", yang terlihat pada peta yang menjorok ke dalam lidah berbentuk huruf U ratusan mil laut ke selatan dan melintasi Zona Ekonomi Eksklusif (ZEE) Filipina, Vietnam, Malaysia, Indonesia, dan Brunei.
国際法によれば、排他的経済水域(EEZ)を越えて数百海里南にあるU字型の舌状に突き出た地図に示されている「九段線」に基づく中国政府の領有権主張には法的根拠はない。フィリピン、ベトナム、マレーシア、インドネシア、ブルネイ。
Pada 2013, Filipina menentang klaim China di Pengadilan Arbitrase Permanen di Den Haag. Pengadilan internasional tersebut memutuskan pada 2016 bahwa klaim China atas "hak-hak dan sumber daya bersejarah" di dalam sembilan garis putus-putus itu "tidak memiliki dasar hukum."
2013年、フィリピンはハーグの常設仲裁裁判所で中国の主張に異議を申し立てた。 国際法廷は2016年、九段線内の「歴史的権利と資源」に対する中国の主張には「法的根拠がない」との判決を下した。
Potensi konflik di perairan yang disengketakan
係争海域での潜在的な紛争
Klaim Beijing di Laut China Selatan dianggap sebagai ancaman nyata bagi keamanan dan stabilitas di jalur perairan yang memiliki nilai triliunan dollar AS dalam perdagangan global.
南シナ海における中国政府の主張は、世界貿易で数兆ドル相当の価値がある水路の安全と安定に対する現実の脅威と考えられている。
Angkatan Laut Amerika Serikat (AS), di antara angkatan laut Barat lainnya, secara rutin memimpin latihan "kebebasan navigasi" di Laut China Selatan sebagai pengingat akan hal ini.
米国海軍をはじめとする西側諸国の海軍は、このことを思い出させるために南シナ海で定期的に「航行の自由」演習を主導している。
https://www.youtube.com/watch?v=YpFONUCmT8I


Terkati Kondisi Kericuhan Arak-arakan Jenazah Lukas Enembe, Begini Penjelasan Kapolda Jayapura!
ルーカス・エネンベの遺体の行列の混乱を懸念して、ジャヤプラ警察署長からの説明はこうだ!
Kerusuhan Terjadi Saat Arak-arakan Jenazah Lukas Enembe di Jayapura Papua, Apa Penyebabnya?
パプア州ジャヤプラでルーカス・エネンベさんの遺体の搬送中に暴動が発生、原因は何だったのか?
Arak-arakan massa membawa jenazah Gubernur Papua nonaktif, Lukas Enembe, kembali diwarnai kericuhan pada Kamis (28/12) petang, ketika massa membakar sejumlah rumah toko (ruko) di Kota Jayapura.
活動を停止していたパプア州知事ルーカス・エネンベの遺体を運ぶ大規模な行列は木曜(12/28)夜、群衆がジャヤプラ市のいくつかの商店(ルコ)を焼き払い、再び混乱した。
Kericuhan terjadi ketika arak-arakan massa membawa jenazah Gubernur Papua nonaktif Lukas Enembe menunggu kedatangan iringan mobil jenazah Lukas Enembe dari Sentani, Kabupaten Jayapura sekitar pukul 17.10 WIT.
混乱は、活動停止中のパプア総督ルーカス・エネンベの遺体を運ぶ大規模な行列が、ウィット時間17時10分頃にジャヤプラ・リージェンシーのセンタニからルーカス・エネンベの霊柩車の到着を待っていたときに発生した。
Sejumlah massa dilaporkan melempar ruko dan bangunan lain dengan batu. Mereka kemudian membakar sejumlah ruko di Waena, Distrik Heram, Kota Jayapura.
伝えられるところによれば、多数の暴徒が商店街や他の建物に石を投げたという。 その後、彼らはジャヤプラ市ヘラム地区のワエナにある多くの商店を焼き払った。
Kapolda Papua Irjen Mathius D. Fakhiri mengatakan tujuh aparat TNI/Polri terluka dalam insiden tersebut, sementara sebanyak 25 ruko dibakar massa.
パプア警察のマティウス・D・ファキリ首席監察官は、この事件でTNI/ポリの警察官7名が負傷し、暴徒により25の商店が放火されたと述べた。
"Ini ruko-ruko yang berdempetan dengan asrama intel tentara dari Denintel sehingga terjadi 25 unit rumah toko (ruko) terbakar untuk total kerugiannya masih dihitung," kata Mathius, Kamis (28/12).
「これらのショップハウスはデニンテルの陸軍諜報寮に隣接しているため、25のショップハウス(ルコ)が全焼し、総損失額はまだ計算中である」とマティウス氏は木曜日(12/28)に述べた。
旅行記 https://4travel.jp/travelogue/10217597
写真集 http://otaenplaext.net/newpage26.html

私のコメント Komentar Saya
私がジャヤプラへ行った時の印象は、物価が滅茶苦茶高い。それと、町は地元の人は少ない。だった。地元民の影が薄いように感じた。ムラウケも同じ印象だった。
![Mura_5029].jpeg](https://tabi-indonesia.c.blog.ss-blog.jp/_images/blog/_c30/tabi-indonesia/m_Mura_50295D.jpeg)
旅行記 http://otaenplaext.net/concept44.html
写真集 http://otaenplaext.net/newpage28.html
インドネシアで、後期高齢者が孤独死したらどうするの?と妻や娘から、孫からも言われ続けていた。
ここでは、ASKAでの客先を引き継いだうえに、AFMIの客先も一部増やしたために、順調に、スタートできた。
だが、一年後にコミサリスのエンダン女史から、工場を移すといわれ、ジャバベカ2から、ちょっと田舎の周りが淡水魚の養殖所あるエリアの、ローカルのっ小規模の工業団地?内に移動させられた。私は猛反対した。その地帯、停電が頻繁だし、井戸水に大量のカルシウムが含まれていることを知っていたからだ。
原料や時間のロスが半端じゃなかったし、忙しくもなった。赤字会社になってしまった。売値を上げろとか、セキュリティやドライバーを首にしろと言い出した。
そのうち、社長が客先からアンダーテーブルを受け取っていたことが分かった。その社長をやめさせ、次に、コミサリスの旦那の弟が社長になった。これが、新入社員から最初の一か月の給料を受けてっていたことが分かった。
また、コミサリスと新社長が、私は、反対したにもかかわらず、中国製の押出成形ランを高額で買ってしまった。
その後、分かったが、このミニ工業団地に入る時、造成者から裏金を受け取っていたし、中国製の押出ラインを買う時も裏金を受け取っていた。
そのうちに、PT,NANBUが倒産するという話が伝わってきた。教え子の一人、NANBUの押出工場長を引き取って、NANBUの客先のほとんどをENDOTAで、引き受けざるを得なくなった。
KOHONO. http://otaenplaext.net/concept4.html
TSTECK. FUJISEATなどだ。
稼働率が低い工場では、全部引き受けられない、そこで、P.BEDパラマウントベッドや何社かを、押出ラインを持っている会社にやってもらうことにし、PT.ARBINIやPT,TRC、PT.MGJなどに技術指導込みで、NICHIRINやHOGIやPARAMOUNT BEDそしてLIMATEKNOなどは一部をやってもらうことにした。
https://www.youtube.com/watch?v=2dP-cjL7voU&t=147s

Jelang Momen Tahun Baru, Whoosh Capai 15 Ribu Lebih Penumpang
新年を前に、Whoosh の乗客数は 15,000 人を超える
Penumpang Kereta Cepat Whoosh Menurun setelah Tarif Rp 200 Ribu? Ini Kata KCIC
高速列車の運賃が20万ルピアになった後、乗客が減少? KCICはこう言っています
Jumlah penumpang kereta cepat Whoosh disebut menurun setelah tarif promonya dinaikkan dari Rp 150 ribu menjadi Rp 200 ribu per 1 Desember 2023.
2023年12月1日にプロモーション運賃が15万ルピアから20万ルピアに値上げされてから、高速列車フーシュの乗客数が減少したと言われている。
Sumber Tempo yang mengetahui hal itu mengatakan rata-rata volume penumpang harian periode Oktober-November 2023 mencapai 16.674, setelah tarif dinaikkan khususnya pada pekan pertama Desember 2023 menjadi 13.373.
これに詳しいテンポ関係者によると、特に2023年12月の第1週に運賃値上げが行われ、2023年10~11月の1日平均乗客数は1万6674人に達したという。
Sumber tersebut mengatakan bahwa rata-rata volume pada Oktober-November dan awal Desember 2023 itu menurun sebesar 21 persen. Adapun secara okupansi harian juga menurun masing-masing pada Oktober-November mencapai 89 persen, sedangkan di awal Desember 2023 menjadi 55 persen.
同関係者によると、2023年10~11月と12月初旬の平均販売量は21%減少したという。 一方、10月から11月にかけて1日当たりの稼働率も減少し、89%に達したが、2023年12月初旬には55%となった。
https://www.youtube.com/watch?v=zLKF1mdbUs0

Dalih China Terbitkan Peta Baru Laut Cina Selatan
中国が南シナ海の新地図を公表する口実
Alasan Kenapa Laut China Selatan Terus Diperebutkan Selama 2023
南シナ海が2023年を通じて争われ続ける理由
Pada 10 Desember lalu, sebuah armada yang terdiri dari 40 kapal berangkat dari kota pesisir Filipina, El Nido, di Provinsi Palawan, menuju area perairan Laut China Selatan yang disebut Kepulauan Spratly, yang sebagian wilayahnya diklaim oleh beberapa negara di kawasan.
12月10日、40隻の船団がパラワン州のフィリピン沿岸都市エルニドから南沙諸島と呼ばれる南シナ海の地域へ出港した。南沙諸島の一部はこの地域の複数の国が領有権を主張している。
Lebih dari 200 sukarelawan dalam "konvoi Natal" ini ingin mengantarkan sumbangan hadiah dan pasokan logistik kepada para nelayan miskin yang tinggal dan bekerja di atas kapal di Kepulauan Spratly, serta kepada tentara yang mengawaki sebuah kapal dari era Perang Dunia II yang sengaja dikandaskan di sebuah beting yang menjadi pos teritorial Filipina.
この「クリスマス護送船団」に参加する200人以上のボランティアは、南沙諸島で船に住み、船で働いている貧しい漁師たち、そして誤って座礁した第二次世界大戦時代の船に乗組んでいた兵士たちに、寄付された贈り物や物流物資を届けたいと考えている。フィリピンの領土となった浅瀬。
Konvoi ini diorganisir sebuah koalisi yang disebut "Atin Ito" yang berarti "ini milik kita" dalam bahasa Tagalog. Selain membawa barang bantuan, penyelenggara mengatakan, mereka ingin menunjukkan eksistensi Filipina di Spratly.
この護送船団は、タガログ語で「これは私たちのもの」を意味する「アティン・イトウ」と呼ばれる連合によって組織された。 主催者らは救援物資を届けることとは別に、南沙諸島におけるフィリピンの存在感を示したいと述べた。
"Gelombang" di Laut China Selatan pada 2023
2023年の南シナ海「高潮」
Insiden ini merupakan kejadian terbaru dari kebuntuan diplomasi yang terus bereskalasi selama tahun ini, antara Filipina dan China atas pulau-pulau kecil dan beting yang disengketakan di Laut China Selatan, sebuah jalur perairan yang kaya akan sumber daya alam yang diklaim China hampir seluruhnya.
Selama berbulan-bulan, sejumlah kapal penjaga pantai China yang berukuran jauh lebih besar dan lebih modern secara rutin mengadang kapal penjaga pantai, angkatan laut, dan kapal-kapal nelayan Filipina, terkadang mereka sengaja membenturkan kapalnya.
この事件は、中国がほぼ全域を領有権を主張している天然資源が豊富な水路である南シナ海の係争中の小さな島々や浅瀬をめぐって、フィリピンと中国の間で今年エスカレートする外交的対立の最新のものである。
何ヶ月もの間、中国のはるかに大型で近代的な沿岸警備隊の船舶が定期的にフィリピン沿岸警備隊、海軍、漁船を迎撃し、時には意図的に体当たりしてきた。
Pulau-pulau imajiner dalam peta China
中国の地図上の架空の島々
Menurut hukum internasional, tidak ada dasar hukum untuk klaim teritorial Beijing di bawah "sembilan garis putus-putus", yang terlihat pada peta yang menjorok ke dalam lidah berbentuk huruf U ratusan mil laut ke selatan dan melintasi Zona Ekonomi Eksklusif (ZEE) Filipina, Vietnam, Malaysia, Indonesia, dan Brunei.
国際法によれば、排他的経済水域(EEZ)を越えて数百海里南にあるU字型の舌状に突き出た地図に示されている「九段線」に基づく中国政府の領有権主張には法的根拠はない。フィリピン、ベトナム、マレーシア、インドネシア、ブルネイ。
Pada 2013, Filipina menentang klaim China di Pengadilan Arbitrase Permanen di Den Haag. Pengadilan internasional tersebut memutuskan pada 2016 bahwa klaim China atas "hak-hak dan sumber daya bersejarah" di dalam sembilan garis putus-putus itu "tidak memiliki dasar hukum."
2013年、フィリピンはハーグの常設仲裁裁判所で中国の主張に異議を申し立てた。 国際法廷は2016年、九段線内の「歴史的権利と資源」に対する中国の主張には「法的根拠がない」との判決を下した。
Potensi konflik di perairan yang disengketakan
係争海域での潜在的な紛争
Klaim Beijing di Laut China Selatan dianggap sebagai ancaman nyata bagi keamanan dan stabilitas di jalur perairan yang memiliki nilai triliunan dollar AS dalam perdagangan global.
南シナ海における中国政府の主張は、世界貿易で数兆ドル相当の価値がある水路の安全と安定に対する現実の脅威と考えられている。
Angkatan Laut Amerika Serikat (AS), di antara angkatan laut Barat lainnya, secara rutin memimpin latihan "kebebasan navigasi" di Laut China Selatan sebagai pengingat akan hal ini.
米国海軍をはじめとする西側諸国の海軍は、このことを思い出させるために南シナ海で定期的に「航行の自由」演習を主導している。
https://www.youtube.com/watch?v=YpFONUCmT8I


Terkati Kondisi Kericuhan Arak-arakan Jenazah Lukas Enembe, Begini Penjelasan Kapolda Jayapura!
ルーカス・エネンベの遺体の行列の混乱を懸念して、ジャヤプラ警察署長からの説明はこうだ!
Kerusuhan Terjadi Saat Arak-arakan Jenazah Lukas Enembe di Jayapura Papua, Apa Penyebabnya?
パプア州ジャヤプラでルーカス・エネンベさんの遺体の搬送中に暴動が発生、原因は何だったのか?
Arak-arakan massa membawa jenazah Gubernur Papua nonaktif, Lukas Enembe, kembali diwarnai kericuhan pada Kamis (28/12) petang, ketika massa membakar sejumlah rumah toko (ruko) di Kota Jayapura.
活動を停止していたパプア州知事ルーカス・エネンベの遺体を運ぶ大規模な行列は木曜(12/28)夜、群衆がジャヤプラ市のいくつかの商店(ルコ)を焼き払い、再び混乱した。
Kericuhan terjadi ketika arak-arakan massa membawa jenazah Gubernur Papua nonaktif Lukas Enembe menunggu kedatangan iringan mobil jenazah Lukas Enembe dari Sentani, Kabupaten Jayapura sekitar pukul 17.10 WIT.
混乱は、活動停止中のパプア総督ルーカス・エネンベの遺体を運ぶ大規模な行列が、ウィット時間17時10分頃にジャヤプラ・リージェンシーのセンタニからルーカス・エネンベの霊柩車の到着を待っていたときに発生した。
Sejumlah massa dilaporkan melempar ruko dan bangunan lain dengan batu. Mereka kemudian membakar sejumlah ruko di Waena, Distrik Heram, Kota Jayapura.
伝えられるところによれば、多数の暴徒が商店街や他の建物に石を投げたという。 その後、彼らはジャヤプラ市ヘラム地区のワエナにある多くの商店を焼き払った。
Kapolda Papua Irjen Mathius D. Fakhiri mengatakan tujuh aparat TNI/Polri terluka dalam insiden tersebut, sementara sebanyak 25 ruko dibakar massa.
パプア警察のマティウス・D・ファキリ首席監察官は、この事件でTNI/ポリの警察官7名が負傷し、暴徒により25の商店が放火されたと述べた。
"Ini ruko-ruko yang berdempetan dengan asrama intel tentara dari Denintel sehingga terjadi 25 unit rumah toko (ruko) terbakar untuk total kerugiannya masih dihitung," kata Mathius, Kamis (28/12).
「これらのショップハウスはデニンテルの陸軍諜報寮に隣接しているため、25のショップハウス(ルコ)が全焼し、総損失額はまだ計算中である」とマティウス氏は木曜日(12/28)に述べた。
旅行記 https://4travel.jp/travelogue/10217597
写真集 http://otaenplaext.net/newpage26.html

私のコメント Komentar Saya
私がジャヤプラへ行った時の印象は、物価が滅茶苦茶高い。それと、町は地元の人は少ない。だった。地元民の影が薄いように感じた。ムラウケも同じ印象だった。
![Mura_5029].jpeg](https://tabi-indonesia.c.blog.ss-blog.jp/_images/blog/_c30/tabi-indonesia/Mura_50295D.jpeg)
旅行記 http://otaenplaext.net/concept44.html
写真集 http://otaenplaext.net/newpage28.html
(^_-)-☆NANBU、ASKA、ENDOTAと逃げるように出た。 [押出成形]
5456 その後も、私の技術について、請われて、アドバイザーとして入社した会社の無知の経営者から、DVをされることになる。
MAKTAがインドネシア人だけで経営させて、軌道に乗っていたが、当時の南部化成の社長から頼まれて、PT、NANBUの押出部門を興すことになり、MAKTAをNANBUに丸ごと移した。その時の条件は、最初からフタッフ全員を正社員とした。
その後、南部化成の日本本社に請われて、プラスチック研究所に行くことになり、半年ほど手伝うことになり、
http://otaenplaext.net/concept42.html

径可変のノ字型チューブ(使用原料は、軟質、硬質塩化ビニール)を作った。
その間、PT,NANBUには、日本本社の押出部門の日本人が来ていたので、私は全部門のアドバイザーとしてインドネシアに戻ったが、私が新規の製品にタッチすることはできなくなり、いる必要がないと思っていたところに、ASKAという、会社から、工場に広い空きがあるので、内へ来て、押出部門を立ち上げてほしいという話に乗り、手伝うことにした。
ところが、始めると、PT.TOSO PT.SANWAMUSEN PT.NICIRIN PT.LIMATEKNO
http://otaenplaext.net/concept9.html
![IMG_0500[1].jpg](https://tabi-indonesia.c.blog.ss-blog.jp/_images/blog/_c30/tabi-indonesia/m_IMG_05005B15D-5d84c.jpg)
などから新規受注をし、順調に進んだが、社長から、利益が上がらないから何とかしてほしいといわれた。経理の内容を見せてもらったら、押出のことを何もしない社長、工場長、総務、営業、購買の給料の半分を押出に負担させていた。そして、押出部門を大赤字にして、人数が5倍もいる本業(各種メンテナンス)をかろうじて黒字にしていた。文句を言ったら、あんたは要らないといわれた。
そのころ、AFMIの営業をやっていた人から、PT. POLYTRON・KUDUSポリトロンに取引のある人から押出成形をする会社を作りたいといわれているので、手伝ってほしいと頼まれて、
ASKAから押出ラインと従業員と納入先を引取り、JABABEKAⅡにTP.ENDOTAを立ち上げた。
https://www.youtube.com/watch?v=78PPo_jM7ro

Skandal Uji Keselamatan Daihatsu Meluas Sampai Asia, Termasuk Indonesia?
ダイハツの安全試験スキャンダル、インドネシアを含むアジアに拡大?
Daihatsu Motor Co., Ltd pada Rabu 20 Desember 2023, secara resmi menghentikan sementara distribusi seluruh kendaraan yang saat ini diproduksi di Jepang dan luar negeri dikarenakan meluasnya skandal manipulasi uji keselamatan. Hal itu disampaikan langsung oleh Soichiro Okudaira, Presiden Daihatsu Motor Corporation, saat konferensi pers virtual bersama pabrikan, Toyota Motor Corporation (TMC)
ダイハツ工業株式会社は2023年12月20日(水)、広範な安全性試験不正問題を受け、現在国内外で生産されている全車両の流通を正式に一時停止すると発表した。 これは、ダイハツ工業株式会社の奥平総一郎社長が、トヨタ自動車株式会社(TMC)との仮想記者会見で直接伝えたものです。
Buntut Skandal Keselamatan, Daihatsu Beri Kompensasi ke Pemasok
安全不祥事を受けてダイハツがサプライヤーに補償
Daihatsu Motor dilaporkan bakal memberikan kompensasi kepada 423 pemasok domestik yang memiliki hubungan bisnis langsung dengan pabriknya di Jepang. Karena saat ini sejumlah pemasok tersebut masih menganggur karena adanya skandal keselamatan.
ダイハツ工業は、日本の工場と直接取引関係にある国内サプライヤー423社に補償金を支払うと伝えられている。 なぜなら、現在、これらのサプライヤーの多くは安全性スキャンダルにより依然として失業しているからです。
Karena memanipulasi penilaian terkait keselamatan mobil, Daihatsu memilih untuk menghentikan produksi mobilnya di Jepang hingga akhir bulan depan. Oleh karena itu, mereka mempertimbangkan untuk memberikan kompensasi kepada pemasok berdasarkan volume bisnis.
自動車の安全性に関する評価操作が原因で、ダイハツ工業は来月末まで日本での自動車生産を停止することを選択した。 したがって、取引量に基づいてサプライヤーに報酬を与えることを検討しています。
私のコメント Komentar Saya
インドネシアのダイハツはカラワンティムールのスルヤチプタ工業団地の奥の方にある。
ここで、ダイハツアセニアとトヨタアバンザToyota Avanza dan Daihatsu Xeniaを製造している。外観はほとんど同じ、エンブレムが違うだけのように見える。操業停止、出荷停止にするのかな。
https://www.youtube.com/watch?v=2bENnr1j5Ws
Xi Jinping Desak Penguatan Keamanan dan Reunifikasi Taiwan
習近平氏、台湾の安全保障強化と統一を要請
Xi Jinping: Penyatuan Cina dan Taiwan Tren yang Tak Dapat Ditolak
習近平:中国と台湾の統一 抗えない流れ
Presiden Xi Jinping menegaskan, siapa pun agar tidak mencoba "memisahkan Taiwan dari Cina dengan cara apa pun".
習近平国家主席は「いかなる手段によっても台湾を中国から引き離そうとするべきではない」と強調した。
Pada simposium memperingati 130 tahun kelahiran mantan pemimpin Tiongkok Mao Zedong, yang pada tahun 1949 mengalahkan pemerintah Republik Cina dalam perang saudara sehingga pemimpn dan pengikutnya kemudian melarikan diri ke Taiwan, Xi mengatakan "penyatuan kembali tanah air secara menyeluruh adalah tren yang tidak dapat ditolak" .
1949年に内戦で中華民国政府を破り、指導者や支持者らを台湾に逃亡させた元中国指導者毛沢東の生誕130周年を記念するシンポジウムで、習主席は「祖国の包括的統一」と述べた。抗えないトレンドです。」
https://www.youtube.com/watch?v=57bMc80cSd4

Soal Surat Suara Pemilu di Taipei, KPU Salahkan Panitia Pemilihan Luar Negeri
台北市の選挙投票に関して、KPUが海外の選挙委員会を非難
Kisruh Pengiriman 62.552 Surat Suara di Luar Jadwal di Taiwan
台湾で予定を超えた6万2552枚の投票用紙配達で混乱
Viral di media sosial sebuah video warga negara Indonesia (WNI) di Taiwan sudah menerima amplop berisi surat suara pilpres dan pileg DPR RI untuk Pemilu 2024. Komisi Pemilihan Umum (KPU) RI menjelaskan, pemilihan di luar negeri memang diselenggarakan lebih awal (early voting), tetapi terjadi kesalahan distribusi oleh Panitia Pemilihan Luar Negeri (PPLN) Taipei. Sebab, sesuai Peraturan KPU Nomor 25 Tahun 2023, surat suara seharusnya baru dikirim kepada pemilih via pos di mancanegara pada 2-11 Januari 2024, untuk kemudian dikirim balik ke PPLN maksimum pada 15 Januari 2024.
インドネシア総選挙管理委員会(KPU)は、2024年総選挙の大統領選挙とDPR RI立法委員選挙の投票用紙が入った封筒を受け取った台湾在住のインドネシア国民(WNI)の動画がソーシャルメディア上で拡散した。期日前投票(期日前投票)を実施しましたが、台北海外選挙委員会(PPLN)による配布ミスがございました。 なぜなら、2023年のKPU規制第25号によれば、投票用紙は2024年1月2日から11日まで海外の郵便で有権者にのみ送付され、その後2024年1月15日にPPLNの上限に返送されるべきだからです。
MAKTAがインドネシア人だけで経営させて、軌道に乗っていたが、当時の南部化成の社長から頼まれて、PT、NANBUの押出部門を興すことになり、MAKTAをNANBUに丸ごと移した。その時の条件は、最初からフタッフ全員を正社員とした。
その後、南部化成の日本本社に請われて、プラスチック研究所に行くことになり、半年ほど手伝うことになり、
http://otaenplaext.net/concept42.html

径可変のノ字型チューブ(使用原料は、軟質、硬質塩化ビニール)を作った。
その間、PT,NANBUには、日本本社の押出部門の日本人が来ていたので、私は全部門のアドバイザーとしてインドネシアに戻ったが、私が新規の製品にタッチすることはできなくなり、いる必要がないと思っていたところに、ASKAという、会社から、工場に広い空きがあるので、内へ来て、押出部門を立ち上げてほしいという話に乗り、手伝うことにした。
ところが、始めると、PT.TOSO PT.SANWAMUSEN PT.NICIRIN PT.LIMATEKNO
http://otaenplaext.net/concept9.html
![IMG_0500[1].jpg](https://tabi-indonesia.c.blog.ss-blog.jp/_images/blog/_c30/tabi-indonesia/IMG_05005B15D-5d84c.jpg)
などから新規受注をし、順調に進んだが、社長から、利益が上がらないから何とかしてほしいといわれた。経理の内容を見せてもらったら、押出のことを何もしない社長、工場長、総務、営業、購買の給料の半分を押出に負担させていた。そして、押出部門を大赤字にして、人数が5倍もいる本業(各種メンテナンス)をかろうじて黒字にしていた。文句を言ったら、あんたは要らないといわれた。
そのころ、AFMIの営業をやっていた人から、PT. POLYTRON・KUDUSポリトロンに取引のある人から押出成形をする会社を作りたいといわれているので、手伝ってほしいと頼まれて、
ASKAから押出ラインと従業員と納入先を引取り、JABABEKAⅡにTP.ENDOTAを立ち上げた。
https://www.youtube.com/watch?v=78PPo_jM7ro

Skandal Uji Keselamatan Daihatsu Meluas Sampai Asia, Termasuk Indonesia?
ダイハツの安全試験スキャンダル、インドネシアを含むアジアに拡大?
Daihatsu Motor Co., Ltd pada Rabu 20 Desember 2023, secara resmi menghentikan sementara distribusi seluruh kendaraan yang saat ini diproduksi di Jepang dan luar negeri dikarenakan meluasnya skandal manipulasi uji keselamatan. Hal itu disampaikan langsung oleh Soichiro Okudaira, Presiden Daihatsu Motor Corporation, saat konferensi pers virtual bersama pabrikan, Toyota Motor Corporation (TMC)
ダイハツ工業株式会社は2023年12月20日(水)、広範な安全性試験不正問題を受け、現在国内外で生産されている全車両の流通を正式に一時停止すると発表した。 これは、ダイハツ工業株式会社の奥平総一郎社長が、トヨタ自動車株式会社(TMC)との仮想記者会見で直接伝えたものです。
Buntut Skandal Keselamatan, Daihatsu Beri Kompensasi ke Pemasok
安全不祥事を受けてダイハツがサプライヤーに補償
Daihatsu Motor dilaporkan bakal memberikan kompensasi kepada 423 pemasok domestik yang memiliki hubungan bisnis langsung dengan pabriknya di Jepang. Karena saat ini sejumlah pemasok tersebut masih menganggur karena adanya skandal keselamatan.
ダイハツ工業は、日本の工場と直接取引関係にある国内サプライヤー423社に補償金を支払うと伝えられている。 なぜなら、現在、これらのサプライヤーの多くは安全性スキャンダルにより依然として失業しているからです。
Karena memanipulasi penilaian terkait keselamatan mobil, Daihatsu memilih untuk menghentikan produksi mobilnya di Jepang hingga akhir bulan depan. Oleh karena itu, mereka mempertimbangkan untuk memberikan kompensasi kepada pemasok berdasarkan volume bisnis.
自動車の安全性に関する評価操作が原因で、ダイハツ工業は来月末まで日本での自動車生産を停止することを選択した。 したがって、取引量に基づいてサプライヤーに報酬を与えることを検討しています。
私のコメント Komentar Saya
インドネシアのダイハツはカラワンティムールのスルヤチプタ工業団地の奥の方にある。
ここで、ダイハツアセニアとトヨタアバンザToyota Avanza dan Daihatsu Xeniaを製造している。外観はほとんど同じ、エンブレムが違うだけのように見える。操業停止、出荷停止にするのかな。
https://www.youtube.com/watch?v=2bENnr1j5Ws
Xi Jinping Desak Penguatan Keamanan dan Reunifikasi Taiwan
習近平氏、台湾の安全保障強化と統一を要請
Xi Jinping: Penyatuan Cina dan Taiwan Tren yang Tak Dapat Ditolak
習近平:中国と台湾の統一 抗えない流れ
Presiden Xi Jinping menegaskan, siapa pun agar tidak mencoba "memisahkan Taiwan dari Cina dengan cara apa pun".
習近平国家主席は「いかなる手段によっても台湾を中国から引き離そうとするべきではない」と強調した。
Pada simposium memperingati 130 tahun kelahiran mantan pemimpin Tiongkok Mao Zedong, yang pada tahun 1949 mengalahkan pemerintah Republik Cina dalam perang saudara sehingga pemimpn dan pengikutnya kemudian melarikan diri ke Taiwan, Xi mengatakan "penyatuan kembali tanah air secara menyeluruh adalah tren yang tidak dapat ditolak" .
1949年に内戦で中華民国政府を破り、指導者や支持者らを台湾に逃亡させた元中国指導者毛沢東の生誕130周年を記念するシンポジウムで、習主席は「祖国の包括的統一」と述べた。抗えないトレンドです。」
https://www.youtube.com/watch?v=57bMc80cSd4

Soal Surat Suara Pemilu di Taipei, KPU Salahkan Panitia Pemilihan Luar Negeri
台北市の選挙投票に関して、KPUが海外の選挙委員会を非難
Kisruh Pengiriman 62.552 Surat Suara di Luar Jadwal di Taiwan
台湾で予定を超えた6万2552枚の投票用紙配達で混乱
Viral di media sosial sebuah video warga negara Indonesia (WNI) di Taiwan sudah menerima amplop berisi surat suara pilpres dan pileg DPR RI untuk Pemilu 2024. Komisi Pemilihan Umum (KPU) RI menjelaskan, pemilihan di luar negeri memang diselenggarakan lebih awal (early voting), tetapi terjadi kesalahan distribusi oleh Panitia Pemilihan Luar Negeri (PPLN) Taipei. Sebab, sesuai Peraturan KPU Nomor 25 Tahun 2023, surat suara seharusnya baru dikirim kepada pemilih via pos di mancanegara pada 2-11 Januari 2024, untuk kemudian dikirim balik ke PPLN maksimum pada 15 Januari 2024.
インドネシア総選挙管理委員会(KPU)は、2024年総選挙の大統領選挙とDPR RI立法委員選挙の投票用紙が入った封筒を受け取った台湾在住のインドネシア国民(WNI)の動画がソーシャルメディア上で拡散した。期日前投票(期日前投票)を実施しましたが、台北海外選挙委員会(PPLN)による配布ミスがございました。 なぜなら、2023年のKPU規制第25号によれば、投票用紙は2024年1月2日から11日まで海外の郵便で有権者にのみ送付され、その後2024年1月15日にPPLNの上限に返送されるべきだからです。
(^_-)-☆インドネシアに私の技術を持ち込んだが [押出成形]
5453 インドネシアに私の技術を持ち込んだが、
インドネシアの技術指導の場は、MM2100工業団地の中のPT.KITAGAWAでした。名古屋の北川工業は25歳のころからの付き合いで、社長を止めた私に、インドネシアへ射出成型の工場を作るから、押出の仕事をしないか、と、誘われ、インドネシアには、子供のころから行ってみたいなと思っていたので、直ぐにOKをした。
私が準備した2ラインと、粉砕機や乾燥機など必要装置は日本から日本製を持ち込んだ。教える対象の人は、UI(インドネシア大学)工学部化学科卒の男性3人入社していた。彼らは、半年ほど前に、日本へ来て、射出や押出の工場を体験していた。そのうちの一人を押出部門に入ってもらった。
しかし、彼は失格だった。電気や機械いじりは苦手だった。金型のセットやスタートを積極的にやる人ではなかった。現場人間ではなかった。
また、北川工業からも私の仕事を告げるようになるようにと、日本人の若者を送り込んできたが、この人も、向いていなかった。
現場からの押出成形 http://otaenplaext.net/concept136.html
押出技術(仕事)に対する基本的姿勢。 http://otaenplaext.net/concept2.html
プラスチックの押出成形会社を興そうと思う方へのアドバイスです。
押出の基本姿勢と共に、参考にしてください。 http://otaenplaext.net/concept247.html
最初の若者は向いていなかったので、その後、3人をかわるが派遣してもらったが、結局、だめだった。現場作業を嫌っていた。俺は、こんな仕事をやるために就職したんじゃない、という態度だった。
後継ぎができないまま、10年ほど過ぎたころ、パニック障害が原因で、日本へ戻ってしまった。
パニック障害 http://otaenplaext.net/concept50.html
現地工場の日本人経営者も後継者に関して無関心だった。新し仕事は取れないし、取った仕事も、大間違いの見積もりを出したり、作った装置が使いもにならなかったりした。
2006年 パニック障害の心配がなくなったころ、藤沢電工という会社から、工場を手伝ってもらいたいという要請があった。MM2100のPT,AFMI現PT.TOPLA ABADIにアドバイザーとして現地採用になった。
https://www.youtube.com/watch?v=HuRR4mZKQ1M


Netanyahu Bersumpah akan Terus Gempur Gaza sampai Hamas Lenyap
ネタニヤフ首相、ハマスが消滅するまでガザ攻撃を続けると誓う
Netanyahu Sebut Perang Lawan Hamas di Gaza Harus Dibayar Mahal Israel
ネタニヤフ首相、ガザでのハマスとの戦争はイスラエルに多大な損害を与えると発言
Perdana Menteri Israel, Benjamin Netanyahu, mengatakan perang melawan Hamas di Gaza, Palestina, menimbulkan harga yang sangat mahal karena jumlah tentara yang tewas dalam pertempuran terus meningkat.
イスラエルのベンヤミン・ネタニヤフ首相は、戦闘で死亡した兵士の数が増え続けていることから、パレスチナのガザでのハマスとの戦争は非常に大きな代償をもたらしたと述べた。
“Ini adalah pagi yang sulit, setelah hari yang sangat sulit dalam pertempuran di Gaza,” katanya setelah mengumumkan 14 tentara Israel tewas di wilayah Palestina sejak Jumat (22/12), dikutip dari AFP, Senin (25/12).
AFP月曜日(12月25日)より引用、金曜日(12/22)以来パレスチナ領土で14人のイスラエル兵が殺害されたと発表した後、「ガザでの非常に困難な戦闘の一日を終えて、今日は難しい朝だ」と述べた。
https://www.youtube.com/watch?v=jsT74wG_jwE

Mudik Natal dan Tahun Baru, Pelabuhan Merak Dipenuhi Kendaraan Pribadi
クリスマスと新年の帰省、ムラック港は自家用車でいっぱい
H-3 Hari Raya Natal, Tercatat 209.952 Kendaraan Meninggalkan Jakarta
D-3 クリスマスの日、209,952 台の車両がジャカルタを出発
Lalu lintas kendaraan yang keluar dari Jakarta menuju sejumlah daerah menjelang Natal dan Tahun Baru (Nataru) mulai mengalami peningkatan. Jasa Marga mencatat pada H-7 sampai H-3 (18-22/12) Hari Raya Natal Tahun 2023, sebanyak 209.952 kendaraan meninggalkan Jakarta. “Total volume kendaraan yang meninggalkan wilayah Jakarta melalui Gerbang Tol (GT) Cikampek Utama ini naik 50,90 persen jika dibandingkan lalu lintas (lalin) normal sebanyak 139.130 kendaraan,” ujar Ria Marlinda Paallo, VP. Corporate Secretary and Legal PT Jasamarga Transjawa Tol, dalam keterangan tertulis (23/12/2023).
クリスマスと新年(ナタル)を前に、ジャカルタを離れて多くの地域へ向かう車両交通量が増加し始めている。 ジャサ・マルガは、2023年のクリスマスのD-7からD-3(12/18-22)に、209,952台もの車両がジャカルタを出発したと指摘した。 リア・マルリンダ・パアロ副社長は、「チカンペック・ウタマ料金所(GT)を経由してジャカルタ地域を出る車両の総量は、通常の交通量13万9,130台と比較して50.90パーセント増加した」と述べた。 企業秘書兼法務 PT Jasamarga Transjawa Tol は書面による声明 (2023 年 12 月 23 日) で述べています。
https://www.youtube.com/watch?v=XnwWtQbqwuA

Jet Tempur F-16 dan Kapal Perang Taiwan Keluar Kandang, Pantau Latihan Militer China
F-16戦闘機と台湾軍艦が檻から出て中国軍事演習を監視
Ruwet, Taiwan Desak AS segera Kirim Jet Tempur F-16
複雑な状況に台湾は米国に対しF-16戦闘機の即時派遣を要請
Dilansir dari Bloomberg, Amerika Serikat dan Tiongkok baru saja melanjutkan dialog militer. Dialog tersebut turut membawa-bawa tentang Taiwan yang memang menjadi negara yang diperebutkan.
ブルームバーグの報道によると、米国と中国は軍事対話を再開したところだ。 対話では、紛争国である台湾についても話題に上った。
https://www.youtube.com/watch?v=kKyh7iqKARs

Pemerintah Belanda tengah menyiapkan pengiriman 18 jet tempur F-16 untuk Ukraina. Langkah itu dilakukan sebagai bentuk dukungan untuk Ukraina, di tengah penundaan bantuan dari sekutu-sekutu Baratnya dalam perang melawan Rusia.
オランダ政府はウクライナにF-16戦闘機18機を派遣する準備を進めている。 この動きは、対ロシア戦争における西側同盟国からの援助が遅れる中、ウクライナへの支援を示すものとして行われた。
Dilansir dari Reuters, pengumuman itu disampaikan Belanda, Jumat (22/12/2023). Menteri Pertahanan Belanda, Kajsa Ollongren, mengirimkan surat kepada parlemen yang menguraikan rencana untuk menyumbangkan jet-jet canggih tersebut yang pertama kali diumumkan pada musim panas.
ロイター通信の報道によると、この発表は金曜日(2023年12月22日)、オランダによって行われた。 オランダのカイサ・オロングレン国防大臣は、夏に初めて発表された最新鋭ジェット機の寄贈計画を概説する書簡を議会に送った。
インドネシアの技術指導の場は、MM2100工業団地の中のPT.KITAGAWAでした。名古屋の北川工業は25歳のころからの付き合いで、社長を止めた私に、インドネシアへ射出成型の工場を作るから、押出の仕事をしないか、と、誘われ、インドネシアには、子供のころから行ってみたいなと思っていたので、直ぐにOKをした。
私が準備した2ラインと、粉砕機や乾燥機など必要装置は日本から日本製を持ち込んだ。教える対象の人は、UI(インドネシア大学)工学部化学科卒の男性3人入社していた。彼らは、半年ほど前に、日本へ来て、射出や押出の工場を体験していた。そのうちの一人を押出部門に入ってもらった。
しかし、彼は失格だった。電気や機械いじりは苦手だった。金型のセットやスタートを積極的にやる人ではなかった。現場人間ではなかった。
また、北川工業からも私の仕事を告げるようになるようにと、日本人の若者を送り込んできたが、この人も、向いていなかった。
現場からの押出成形 http://otaenplaext.net/concept136.html
押出技術(仕事)に対する基本的姿勢。 http://otaenplaext.net/concept2.html
プラスチックの押出成形会社を興そうと思う方へのアドバイスです。
押出の基本姿勢と共に、参考にしてください。 http://otaenplaext.net/concept247.html
最初の若者は向いていなかったので、その後、3人をかわるが派遣してもらったが、結局、だめだった。現場作業を嫌っていた。俺は、こんな仕事をやるために就職したんじゃない、という態度だった。
後継ぎができないまま、10年ほど過ぎたころ、パニック障害が原因で、日本へ戻ってしまった。
パニック障害 http://otaenplaext.net/concept50.html
現地工場の日本人経営者も後継者に関して無関心だった。新し仕事は取れないし、取った仕事も、大間違いの見積もりを出したり、作った装置が使いもにならなかったりした。
2006年 パニック障害の心配がなくなったころ、藤沢電工という会社から、工場を手伝ってもらいたいという要請があった。MM2100のPT,AFMI現PT.TOPLA ABADIにアドバイザーとして現地採用になった。
https://www.youtube.com/watch?v=HuRR4mZKQ1M


Netanyahu Bersumpah akan Terus Gempur Gaza sampai Hamas Lenyap
ネタニヤフ首相、ハマスが消滅するまでガザ攻撃を続けると誓う
Netanyahu Sebut Perang Lawan Hamas di Gaza Harus Dibayar Mahal Israel
ネタニヤフ首相、ガザでのハマスとの戦争はイスラエルに多大な損害を与えると発言
Perdana Menteri Israel, Benjamin Netanyahu, mengatakan perang melawan Hamas di Gaza, Palestina, menimbulkan harga yang sangat mahal karena jumlah tentara yang tewas dalam pertempuran terus meningkat.
イスラエルのベンヤミン・ネタニヤフ首相は、戦闘で死亡した兵士の数が増え続けていることから、パレスチナのガザでのハマスとの戦争は非常に大きな代償をもたらしたと述べた。
“Ini adalah pagi yang sulit, setelah hari yang sangat sulit dalam pertempuran di Gaza,” katanya setelah mengumumkan 14 tentara Israel tewas di wilayah Palestina sejak Jumat (22/12), dikutip dari AFP, Senin (25/12).
AFP月曜日(12月25日)より引用、金曜日(12/22)以来パレスチナ領土で14人のイスラエル兵が殺害されたと発表した後、「ガザでの非常に困難な戦闘の一日を終えて、今日は難しい朝だ」と述べた。
https://www.youtube.com/watch?v=jsT74wG_jwE

Mudik Natal dan Tahun Baru, Pelabuhan Merak Dipenuhi Kendaraan Pribadi
クリスマスと新年の帰省、ムラック港は自家用車でいっぱい
H-3 Hari Raya Natal, Tercatat 209.952 Kendaraan Meninggalkan Jakarta
D-3 クリスマスの日、209,952 台の車両がジャカルタを出発
Lalu lintas kendaraan yang keluar dari Jakarta menuju sejumlah daerah menjelang Natal dan Tahun Baru (Nataru) mulai mengalami peningkatan. Jasa Marga mencatat pada H-7 sampai H-3 (18-22/12) Hari Raya Natal Tahun 2023, sebanyak 209.952 kendaraan meninggalkan Jakarta. “Total volume kendaraan yang meninggalkan wilayah Jakarta melalui Gerbang Tol (GT) Cikampek Utama ini naik 50,90 persen jika dibandingkan lalu lintas (lalin) normal sebanyak 139.130 kendaraan,” ujar Ria Marlinda Paallo, VP. Corporate Secretary and Legal PT Jasamarga Transjawa Tol, dalam keterangan tertulis (23/12/2023).
クリスマスと新年(ナタル)を前に、ジャカルタを離れて多くの地域へ向かう車両交通量が増加し始めている。 ジャサ・マルガは、2023年のクリスマスのD-7からD-3(12/18-22)に、209,952台もの車両がジャカルタを出発したと指摘した。 リア・マルリンダ・パアロ副社長は、「チカンペック・ウタマ料金所(GT)を経由してジャカルタ地域を出る車両の総量は、通常の交通量13万9,130台と比較して50.90パーセント増加した」と述べた。 企業秘書兼法務 PT Jasamarga Transjawa Tol は書面による声明 (2023 年 12 月 23 日) で述べています。
https://www.youtube.com/watch?v=XnwWtQbqwuA

Jet Tempur F-16 dan Kapal Perang Taiwan Keluar Kandang, Pantau Latihan Militer China
F-16戦闘機と台湾軍艦が檻から出て中国軍事演習を監視
Ruwet, Taiwan Desak AS segera Kirim Jet Tempur F-16
複雑な状況に台湾は米国に対しF-16戦闘機の即時派遣を要請
Dilansir dari Bloomberg, Amerika Serikat dan Tiongkok baru saja melanjutkan dialog militer. Dialog tersebut turut membawa-bawa tentang Taiwan yang memang menjadi negara yang diperebutkan.
ブルームバーグの報道によると、米国と中国は軍事対話を再開したところだ。 対話では、紛争国である台湾についても話題に上った。
https://www.youtube.com/watch?v=kKyh7iqKARs

Pemerintah Belanda tengah menyiapkan pengiriman 18 jet tempur F-16 untuk Ukraina. Langkah itu dilakukan sebagai bentuk dukungan untuk Ukraina, di tengah penundaan bantuan dari sekutu-sekutu Baratnya dalam perang melawan Rusia.
オランダ政府はウクライナにF-16戦闘機18機を派遣する準備を進めている。 この動きは、対ロシア戦争における西側同盟国からの援助が遅れる中、ウクライナへの支援を示すものとして行われた。
Dilansir dari Reuters, pengumuman itu disampaikan Belanda, Jumat (22/12/2023). Menteri Pertahanan Belanda, Kajsa Ollongren, mengirimkan surat kepada parlemen yang menguraikan rencana untuk menyumbangkan jet-jet canggih tersebut yang pertama kali diumumkan pada musim panas.
ロイター通信の報道によると、この発表は金曜日(2023年12月22日)、オランダによって行われた。 オランダのカイサ・オロングレン国防大臣は、夏に初めて発表された最新鋭ジェット機の寄贈計画を概説する書簡を議会に送った。
(^_-)-☆MI(Melt Index)と勘(Intuition) [押出成形]
5452 最も需要なのはレバランだが、年末年始より、クリスマスの方が重要なのがインドネシア。
ナショナルホリデーの他にチュティ・ブルサマCuti bersamaといって、国が、年次有給休暇を使って休みましょうという日を指定して、連休を長くするので、ムディックMudikいう帰省する人や、観光地へ行く人が多くなる。
国は、そのために、混乱を防ぐための施策をとる。例えば、一方通行車線を増やすとか、多分、KCJBを増便するなどだ。
コロナ騒ぎの最中には、様々な、規制が設けられたが、現在が、その規制は、無くなっているが、ムディックのこの時期、マスクをしましょうと、国は呼びかけている。
日本は年末年始の連休期間中、特に、規制はないようだが、先日、県立総合病院へ行ったとき、マスクをしていなければ病院に入ることはできなかった。どこの病院もマスクをしなければ入れないそうだ。
https://www.youtube.com/watch?v=CrViP5uGGY4

Libur Nataru, Dinkes Jatim Imbau Masyarakat Tingkatkan Protokol Kesehatan Antisipasi Covid-19
クリスマス休暇中、東ジャワ保健局は新型コロナウイルス感染症に備えて保健プロトコルを改善するよう国民に呼びかけ
Menhub Imbau Masyarakat Pakai Masker Selama Perjalanan Libur Natal dan Tahun Baru
運輸大臣、クリスマスや年末年始の旅行中のマスク着用を呼び掛け
Menteri Perhubungan (Menhub) Budi Karya Sumadi mengimbau masyarakat untuk menggunakan masker dan mencuci tangan secara rutin selama melakukan perjalanan saat libur Natal 2023 dan Tahun Baru 2024 (Nataru). Hal ini untuk mengantisipasi penyebaran virus Covid-19 yang sejak awal November 2023 mulai mengalami kenaikan. Namun menurut Menhub, kenaikan kasus Covid-19 saat ini masih belum pada titik yang mengkhawatirkan sehingga Kementerian Perhubungan (Kemenhub) belum memberlakukan syarat perjalanan seperti ketika pandemi kemarin.
ブディ・カリヤ・スマディ運輸大臣(ムンフブ)は、2023年のクリスマスと2024年の新年(ナタル)休暇中の旅行中はマスクを使用し、定期的に手を洗うよう国民に訴えた。 これは、2023年11月初旬から増加し始めた新型コロナウイルスの感染拡大を見据えたもの。 しかし、運輸大臣によると、現在の新型コロナウイルス感染者数の増加はまだ憂慮すべき段階ではないため、運輸省(クケメンハブ)は前回のパンデミック時のような渡航要件を課していないとのこと。
https://www.youtube.com/watch?v=Mwhn5TkPR0E

Momen Presiden, Panglima TNI, & Kapolri Bermalam di IKN Pakai Baju Santai Sambil Santap Nasi Goreng
大統領、TNI司令官、国家警察署長がIKNでカジュアルな服装でチャーハンを食べながら一夜を過ごした瞬間
Presiden Joko Widodo bersama Kurator Pembangunan IKN Ridwan Kamil, Kepala Otorita IKN Bambang Susantono dan Panglima TNI Jenderal Agus Subiyanto saat santap malam bersama di IKN, Kalimantan Timur, Rabu (20/12/2023)
ジョコ・ウィドド大統領は、水曜日(2023年12月20日)、東カリマンタンのIKNで夕食会に出席し、IKN開発キュレーターのリドワン・カミル、IKN当局のバンバン・スサントノ長官、TNIのアグス・スビヤント司令官と会談した。
https://www.youtube.com/watch?v=w6pblmMHWuY

Ridwan Kamil Kritisi Muhaimin Soal Pembangunan 40 Kota Setara Jakarta
リドワン・カミル氏、ジャカルタに相当する40都市の開発に関してムハイミン氏を批判
Cak Imin awalnya menjelaskan pandangannya soal proyek IKN. Cak Imin menyindir skala prioritas dalam pengerjaan proyek pembangunan di Indonesia.
Cak Imin氏は最初にIKNプロジェクトに関する自身の見解を説明した。 チャク・イミン氏は、インドネシアで開発プロジェクトに取り組む際の優先順位について皮肉った。
Ridwan Kamil Sebut Jakarta Akan Dapat Keuntungan Saat Ibu Kota Dipindah ke IKN
リドワン・カミル氏、首都がIKNに移転すればジャカルタは恩恵を受けると語る
Kurator Ibu Kota Negara Nusantara Ridwan Kamil menegaskan membangun IKN bukan berarti serta merta menelantarkan permasalahan DKI Jakarta.
列島首都のキュレーター、リドワン・カミル氏は、IKNの建設は必ずしもDKIジャカルタの問題を無視することを意味するわけではないと強調した。
Menurutnya, berbagai persoalan Jakarta justru berkurang dengan pindahnya status ibu kota.
同氏によると、ジャカルタのさまざまな問題は首都への移行によって実際に減少したという。
"Dengan pindah ke IKN memang tidak menyelesaikan 100%, tetapi ibarat kalau kita nahan beban pakai tas ransel, ini kilogram berat kita udah agak berkurang dengan konsep IKN walaupun beban beratnya masih ada," kata Ridwan Kamil di Media Center Indonesia Maju, Jakarta, Jumat (22/12).
リドワン・カミル氏は「IKNへの移行は100%完了したわけではないが、バックパックを使って荷物を運ぶのと同じで、重い荷物はまだ残っているにもかかわらず、IKNのコンセプトによって体重がいくらか軽くなったようなものだ」と述べた。インドネシア・マジュ・メディア・センター、ジャカルタ、金曜日(12/22)。
MI(Melt Index)と勘(Intuition)
私が教えるプラスチック押出成形で、原料に関して、基本中の基本、溶融粘度の話だ。メルト・インデックスMI, Melt index(メルト・フロー・インデックス)(MFI Melt flow index)って知っているか?
ペレットを溶かし、口金から押し出す、それを、冷却しながら、求める製品断面にしながら、引っ張るのだから、MIの数値が小さい方が(小さい方が、粘度が高い、硬め)適している。押出成形ラインは普通、横向きだから、溶融金型から出てきた樹脂は、垂れないように、製品の硬さに近い方がいいに決まっているからだ。
押出用の原料物性表に書かれたMI数値は、5以下が良い。±の範囲があるのは仕方がない。作業標準通りの設定で流そうとしていても、原料ロットが変わると成形ができなくなる、出来てもロスが多くなる場合がある。その場合は、温度条件や引取速度(押出速度、スクリュー回転数)やエアーギャップ(溶融金型と冷却金型の距離)などを弄って、成形ができるようにする。勘の世界だ。
ここまでのことを理解し、勘を働かせて製品を作ることができる人でなければ、この仕事に向かない。
現東レプラスチック精工(株) https://www.toplaseiko.com/oshidashi/#feature
58年前、就職した会社、ここで、日本で、初めてという仕事を経験できたし、製品を作る機会を与えられた。当時は,様々なプラスチック原料が売られ始めたが、MIが小さい押出用の原料はなかった。親会社の東レ以外の多くの原料メーカーから、新発売の原料で押出製品サンプル作りを頼まれて、それに答えた。
その時、各メーカーに押出やブロー成型用のMIが低い原料を作るように提案し、メタマーブル(テイジン)のような、化学的になじまない原料同士を混ぜるアロイの提案もした。
http://otaenplaext.net/concept84.html 私のウェブサイトから、「ナイロンとの出会いと付き合い」

趣味の徘徊 百円ショップでブランジャ、

老人ホームの向こうが我が家、何時か、右の建物の中に移るかもしれない。

日本らしい?軽自動車の中古車販売。私は16万円で買った中古車を使っている。
ナショナルホリデーの他にチュティ・ブルサマCuti bersamaといって、国が、年次有給休暇を使って休みましょうという日を指定して、連休を長くするので、ムディックMudikいう帰省する人や、観光地へ行く人が多くなる。
国は、そのために、混乱を防ぐための施策をとる。例えば、一方通行車線を増やすとか、多分、KCJBを増便するなどだ。
コロナ騒ぎの最中には、様々な、規制が設けられたが、現在が、その規制は、無くなっているが、ムディックのこの時期、マスクをしましょうと、国は呼びかけている。
日本は年末年始の連休期間中、特に、規制はないようだが、先日、県立総合病院へ行ったとき、マスクをしていなければ病院に入ることはできなかった。どこの病院もマスクをしなければ入れないそうだ。
https://www.youtube.com/watch?v=CrViP5uGGY4

Libur Nataru, Dinkes Jatim Imbau Masyarakat Tingkatkan Protokol Kesehatan Antisipasi Covid-19
クリスマス休暇中、東ジャワ保健局は新型コロナウイルス感染症に備えて保健プロトコルを改善するよう国民に呼びかけ
Menhub Imbau Masyarakat Pakai Masker Selama Perjalanan Libur Natal dan Tahun Baru
運輸大臣、クリスマスや年末年始の旅行中のマスク着用を呼び掛け
Menteri Perhubungan (Menhub) Budi Karya Sumadi mengimbau masyarakat untuk menggunakan masker dan mencuci tangan secara rutin selama melakukan perjalanan saat libur Natal 2023 dan Tahun Baru 2024 (Nataru). Hal ini untuk mengantisipasi penyebaran virus Covid-19 yang sejak awal November 2023 mulai mengalami kenaikan. Namun menurut Menhub, kenaikan kasus Covid-19 saat ini masih belum pada titik yang mengkhawatirkan sehingga Kementerian Perhubungan (Kemenhub) belum memberlakukan syarat perjalanan seperti ketika pandemi kemarin.
ブディ・カリヤ・スマディ運輸大臣(ムンフブ)は、2023年のクリスマスと2024年の新年(ナタル)休暇中の旅行中はマスクを使用し、定期的に手を洗うよう国民に訴えた。 これは、2023年11月初旬から増加し始めた新型コロナウイルスの感染拡大を見据えたもの。 しかし、運輸大臣によると、現在の新型コロナウイルス感染者数の増加はまだ憂慮すべき段階ではないため、運輸省(クケメンハブ)は前回のパンデミック時のような渡航要件を課していないとのこと。
https://www.youtube.com/watch?v=Mwhn5TkPR0E

Momen Presiden, Panglima TNI, & Kapolri Bermalam di IKN Pakai Baju Santai Sambil Santap Nasi Goreng
大統領、TNI司令官、国家警察署長がIKNでカジュアルな服装でチャーハンを食べながら一夜を過ごした瞬間
Presiden Joko Widodo bersama Kurator Pembangunan IKN Ridwan Kamil, Kepala Otorita IKN Bambang Susantono dan Panglima TNI Jenderal Agus Subiyanto saat santap malam bersama di IKN, Kalimantan Timur, Rabu (20/12/2023)
ジョコ・ウィドド大統領は、水曜日(2023年12月20日)、東カリマンタンのIKNで夕食会に出席し、IKN開発キュレーターのリドワン・カミル、IKN当局のバンバン・スサントノ長官、TNIのアグス・スビヤント司令官と会談した。
https://www.youtube.com/watch?v=w6pblmMHWuY

Ridwan Kamil Kritisi Muhaimin Soal Pembangunan 40 Kota Setara Jakarta
リドワン・カミル氏、ジャカルタに相当する40都市の開発に関してムハイミン氏を批判
Cak Imin awalnya menjelaskan pandangannya soal proyek IKN. Cak Imin menyindir skala prioritas dalam pengerjaan proyek pembangunan di Indonesia.
Cak Imin氏は最初にIKNプロジェクトに関する自身の見解を説明した。 チャク・イミン氏は、インドネシアで開発プロジェクトに取り組む際の優先順位について皮肉った。
Ridwan Kamil Sebut Jakarta Akan Dapat Keuntungan Saat Ibu Kota Dipindah ke IKN
リドワン・カミル氏、首都がIKNに移転すればジャカルタは恩恵を受けると語る
Kurator Ibu Kota Negara Nusantara Ridwan Kamil menegaskan membangun IKN bukan berarti serta merta menelantarkan permasalahan DKI Jakarta.
列島首都のキュレーター、リドワン・カミル氏は、IKNの建設は必ずしもDKIジャカルタの問題を無視することを意味するわけではないと強調した。
Menurutnya, berbagai persoalan Jakarta justru berkurang dengan pindahnya status ibu kota.
同氏によると、ジャカルタのさまざまな問題は首都への移行によって実際に減少したという。
"Dengan pindah ke IKN memang tidak menyelesaikan 100%, tetapi ibarat kalau kita nahan beban pakai tas ransel, ini kilogram berat kita udah agak berkurang dengan konsep IKN walaupun beban beratnya masih ada," kata Ridwan Kamil di Media Center Indonesia Maju, Jakarta, Jumat (22/12).
リドワン・カミル氏は「IKNへの移行は100%完了したわけではないが、バックパックを使って荷物を運ぶのと同じで、重い荷物はまだ残っているにもかかわらず、IKNのコンセプトによって体重がいくらか軽くなったようなものだ」と述べた。インドネシア・マジュ・メディア・センター、ジャカルタ、金曜日(12/22)。
MI(Melt Index)と勘(Intuition)
私が教えるプラスチック押出成形で、原料に関して、基本中の基本、溶融粘度の話だ。メルト・インデックスMI, Melt index(メルト・フロー・インデックス)(MFI Melt flow index)って知っているか?
ペレットを溶かし、口金から押し出す、それを、冷却しながら、求める製品断面にしながら、引っ張るのだから、MIの数値が小さい方が(小さい方が、粘度が高い、硬め)適している。押出成形ラインは普通、横向きだから、溶融金型から出てきた樹脂は、垂れないように、製品の硬さに近い方がいいに決まっているからだ。
押出用の原料物性表に書かれたMI数値は、5以下が良い。±の範囲があるのは仕方がない。作業標準通りの設定で流そうとしていても、原料ロットが変わると成形ができなくなる、出来てもロスが多くなる場合がある。その場合は、温度条件や引取速度(押出速度、スクリュー回転数)やエアーギャップ(溶融金型と冷却金型の距離)などを弄って、成形ができるようにする。勘の世界だ。
ここまでのことを理解し、勘を働かせて製品を作ることができる人でなければ、この仕事に向かない。
現東レプラスチック精工(株) https://www.toplaseiko.com/oshidashi/#feature
58年前、就職した会社、ここで、日本で、初めてという仕事を経験できたし、製品を作る機会を与えられた。当時は,様々なプラスチック原料が売られ始めたが、MIが小さい押出用の原料はなかった。親会社の東レ以外の多くの原料メーカーから、新発売の原料で押出製品サンプル作りを頼まれて、それに答えた。
その時、各メーカーに押出やブロー成型用のMIが低い原料を作るように提案し、メタマーブル(テイジン)のような、化学的になじまない原料同士を混ぜるアロイの提案もした。
http://otaenplaext.net/concept84.html 私のウェブサイトから、「ナイロンとの出会いと付き合い」

趣味の徘徊 百円ショップでブランジャ、

老人ホームの向こうが我が家、何時か、右の建物の中に移るかもしれない。

日本らしい?軽自動車の中古車販売。私は16万円で買った中古車を使っている。
(^_-)-☆押出成形ライン [押出成形]
5327 先ほど、メイドインインドネシアのプラスチック押出成形ラインを1ライン、注文をした。納期は、一番遅い押出機で2か月だ。11月初旬には、使いだす予定。
Saya baru saja memesan lini ekstrusi plastik buatan Indonesia. Waktu pengiriman adalah dua bulan untuk ekstruder paling lambat. Ini akan siap digunakan pada awal November.

製品の最大寸法80mmのチューブ、パイプ、ホース、プロファイルが成形可能、また、原料は、軟質、硬質、汎用、エンプラ、ウルトラエンプラの全てで成形可能。
Tabung, pipa, selang, dan profil dengan ukuran maksimum 80 mm dapat dibuat, dan bahan mentah dapat dibuat dari plastik lunak, keras, serbaguna, plastik rekayasa, dan plastik ultra-rekayasa.
1,押出機 50φ 150jutaRp
2,冷却水槽 チラー付き 85
3,引取機 ベルト8cm 75
4,切断機 軟質用 コンベアー付き 15
合計 325jutaRp(290万円)
1, Extruder 50φ 150jutaRp
2, Tangki air pendingin dengant chiller 85
3, take-up mesin belt lebar 8 cm 75
4, Mesin pemotong untuk bahan lunak dengan konveyor 15
Total: 325 jutaRp (2,9 juta yen)
ビックリするほど安いでしょ。日本から輸入すれば、安くて800万円かな、中国からなら600万円かな。それも、限られた樹脂しかできない、優柔が聞かない成形ラインだ。
Ini mengejutkan murah, bukan? Kalau impor dari Jepang harganya 8 juta yen, dan kalau dari China harganya 6 juta yen. Ini juga merupakan garis cetakan yang hanya dapat digunakan dengan resin terbatas dan tidak fleksibel.



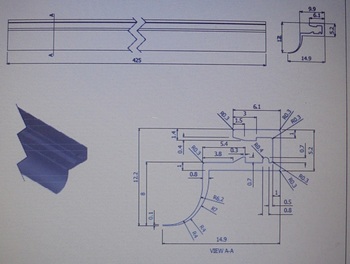
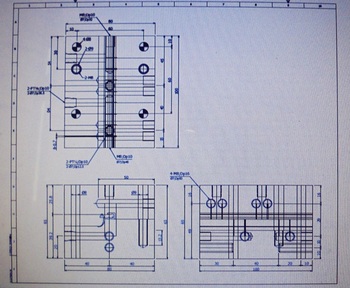
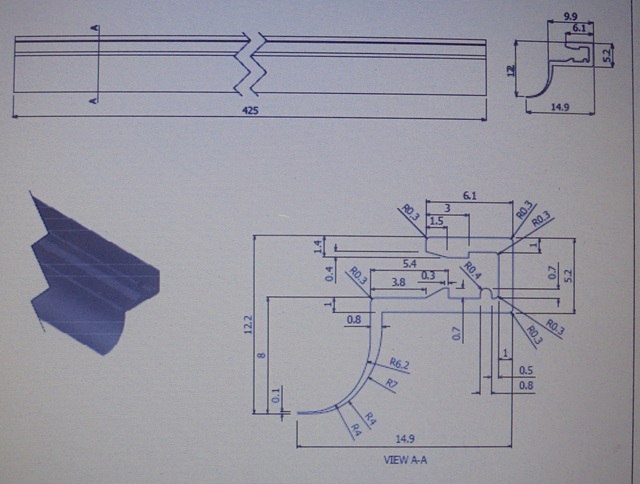
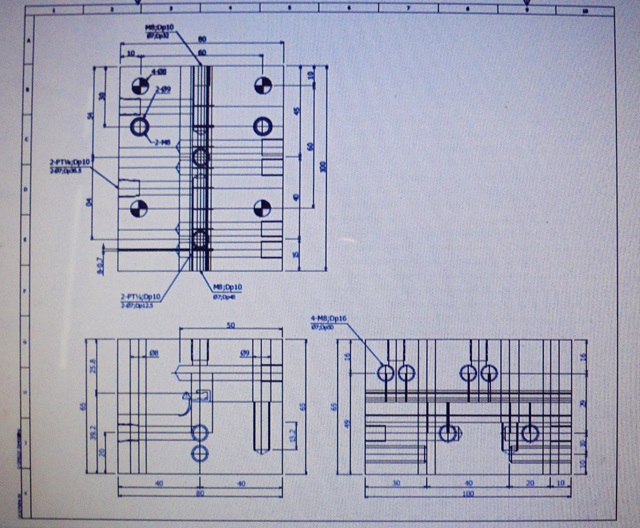
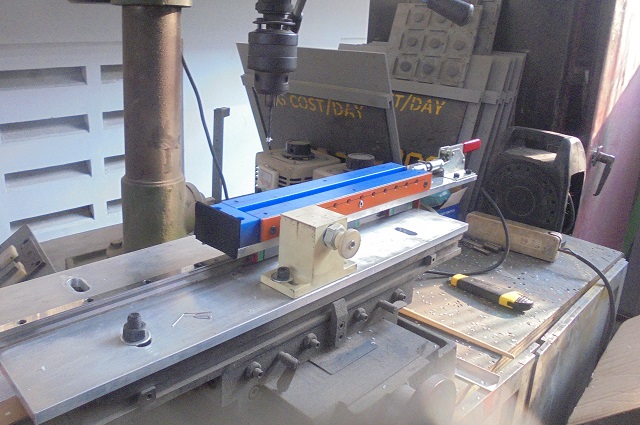
硬質樹脂用のチューブ、パイプ、プロファイルの金型です。
Cetakan untuk tube, pipe, profil. untuk plastik keras.
インドネシアでは、既に、私が指導した7社ほどで、私がデザインした押出ライン、金型を使って成形をしています。
Di Indonesia, sekitar tujuh perusahaan yang saya sudah instruksikan menggunakan meain ekstrusi dan cetakan yang saya rancang.
私のコメント komentar saya
インドネシアはプラスチック押出成形に関しては自給自足しています。 押出製品の購入を検討している、または1社から購入している場合は2社以上からご購入ください。 賄賂はダメですよ。
Indonesia mandiri dalam hal ekstrusi plastik. Silakan membeli dari dua atau lebih perusahaan yang sedang mau membeli produk ekstrusi atau sedang membeli dari satu perusahaan. Suap itu buruk.


最近、こんな製品も作っているPCパイプの横からいくつかの穴をあけている。アフタープロセスですね。
https://www.youtube.com/watch?v=o9JRaOZ3D6s

RI Mau Gabung BRICS? Jokowi Harus Pertimbangkan Hal Ini
RIはBRICSに参加したいですか? ジョコウィはこれを考慮する必要がある
RI Segera Gabung, China Minta BRICS Saingi G7
RIが間もなく加盟、中国はBRICSにG7との競争を要請
Pada hari pertama KTT BRICS 2023 yang dilaksanakan di Afrika, Selasa 22 Agustus 2023, China berharap agar BRICS bisa menyaingi G7 yang dibentuk Barat.
2023年8月22日火曜日、アフリカで開催される2023年BRICS首脳会議の初日、中国はBRICSが西側諸国が形成するG7と競争できることを期待している。
Dilansir dari Reuters, Presiden Afrika Selatan Cyril Ramaphosa telah mengundang lebih dari 60 kepala negara dan pemerintahan ke pertemuan puncak di Johannesburg tersebut.
ロイター通信の報道によると、南アフリカのシリル・ラマポーザ大統領はヨハネスブルグでのサミットに60人以上の国家元首や政府首脳を招待した。
https://www.youtube.com/watch?v=ocSDoJKnZwo

Pak Jokowi Waspada! 5 Tanda Bahaya China Bisa “Ganggu” RI
パク・ジョコウィに警告! RIを「妨害」する可能性のある中国の5つの危険兆候
Kabar Buruk perekonomian China terus menjadi perhatian sebagai negara dengan ekonomi terkuat kedua dunia. Setelah data perdagangan amblas, Tiongkok melaporkan Indeks Harga Konsumen (Consumer Price Index/CPI) mengalami deflasi pada Juli 2023.
悪いニュース 中国経済は、世界で 2 番目に強い経済を持つ国として引き続き懸念されています。 貿易統計の崩壊後、中国は2023年7月に消費者物価指数(CPI)がデフレに陥ったと報告した。
Sejumlah indikator ekonomi China mengalami tekanan terlihat dari 5 hal ini. Mulai dari Indeks Harga Konsumen (CPI) turun atau deflasi sebesar 0,3% (yoy) di Juli 2023 serta Indeks Harga Produsen (PPI) juga mengalami deflasi yakni 4,4% (yoy).
これら 5 つのことから分かるように、中国の多くの経済指標は圧力を受けています。 2023 年 7 月の消費者物価指数 (CPI) の低下または 0.3% (前年比) のデフレに始まり、生産者物価指数 (PPI) も 4.4% (前年比) のデフレを経験しました。
Selain itu PMI Manufaktur Caixin China turun menjadi 49,2 pada Juli 2023 yang mengindikasikan aktivitas pabrik China ada dalam fase kontraksi. Penjualan ritel China juga melambat tajam menjadi 3,1% yoy pada Juni 2023 serta kinerja ekspor China terkontraksi 14,5% (yoy) pada Juli secara tahunan menjadi USD 281,76 miliar.
さらに、2023年7月の中国の財新製造業PMIは49.2に低下し、中国の工場活動が縮小段階にあることを示した。 中国の小売売上高も2023年6月に前年比3.1%と急減速し、7月の中国の輸出実績は年率ベースで14.5%(前年比)縮小し2,817億6,000万ドルとなった。
Editor CNBC Indonesia, Lucky Leonard mengatakan kuatnya kemitraan dagang RI-China membuat Indonesia harus mewaspadai dampak tekanan Tiongkok terhadap ekonomi Indonesia. Jum’at, 11/08/2023
CNBCインドネシア編集長のラッキー・レナード氏は、RIと中国の強力な貿易パートナーシップにより、インドネシアは中国の圧力がインドネシア経済に及ぼす影響を認識するようになったと述べた。 2023 年 11 月 8 日金曜日
https://www.youtube.com/watch?v=nVqGUm4zWKc

RI Tekan Impor BBM Hingga Gula, Ini Tugas BUMN Dari Erick Thohir
RIは燃料から砂糖への輸入を抑制、これは国有企業の任務だ(エリック・トヒル氏より)
CNBC Indonesia menghadirkan Economic Outlook 2023 dengan Tema "Menjaga Momentum Ekonomi di Tengah Ketidakpastian" untuk mengupas tentang arah, prospek dan tantangan dunia ekonomi dan bisnis 2023.
CNBC インドネシアは、「不確実性の中での経済モメンタムの維持」をテーマに 2023 年の経済見通しを発表し、2023 年の世界経済とビジネスの方向性、見通し、課題について議論します。
Menteri BUMN dalam Economic Outlook 2023 mengungkapkan peluang dan tantangan Indonesia hingga sektor BUMN di 2023.
国有企業大臣は、2023年の経済見通しにおいて、2023年のインドネシアの国有企業セクターに対する機会と課題を明らかにしました。
Erick Thohir menyebutkan pentingnya sinergi pemerintah, BUMN dengan sektor swasta guna menjaga ketahanan nasional baik sektor energi hingga komoditas pangan sehingga dapat menekan impor.
RI Impor BBM Gede-gedean, Erick Thohir: Kita Gak Berdiam Diri
エリック・トヒル氏は、エネルギー部門と食料品の両方で国家の強靱性を維持し、輸入を削減するためには、政府、国有企業、民間部門間の相乗効果の重要性について言及した。
RIは大量の燃料を輸入している、エリック・トヒル:私たちは黙っていない
https://www.youtube.com/watch?v=_QEjvIe-4NE
Sebentar lagi selesai, Stasiun KERETA CEPAT Padalarang terlihat paling megah dan besar dari udara
もうすぐ完成します、パダララン高速鉄道駅は空から見ると最も壮麗で大きく見えます
https://www.youtube.com/watch?v=ZSyeHYJUoFU

Oleh-oleh Jokowi ke Austaralia & PNG, Hilirisasi RI Makin Ngebut!
ジョコウィのオーストラリアとパプアニューギニアへのお土産、RIの下流が加速!
CNBC Indonesia menghadirkan Economic Update 2023 dengan tema "Building Optimism for Stronger Recovery" pada 10-14 Juli 2023 untuk mengupas prospek, tantangan hingga kontribusi sektor swasta untuk mendorong optimisme terhadap perkembangan ekonomi Indonesia di tengah ketidakpastian global.
CNBCインドネシアは、2023年7月10日から14日まで「より強力な回復に向けた楽観主義の構築」をテーマとした2023年の経済最新情報を紹介し、世界的な不確実性の中でインドネシアの経済発展に対する楽観主義を促すための見通し、課題、民間部門の貢献を探ります。
Menko Marves, Luhut Binsar Pandjaitan dalam Economic Update 2023 menyampaikan hasil kunjungan Presiden Joko Widodo ke Austaralia dan Papua New Guinea. Dari hasil pertemuan kedua Kepala Negara dan jajarannya RI-Australia langsung membuat task force terkait pengembangan hilirisasi baterai kendaraan listrik lewat pasokan Lithium dari Negeri Kanguru hingga sejumlah sektor lain.
ルフット・ビンサール・パンジャイタン海事調整大臣は、2023年経済最新情報の中で、ジョコ・ウィドド大統領のオーストラリアとパプアニューギニア訪問の結果を発表した。 両首脳とRIオーストラリア職員の会合の結果に基づいて、カンガルー・カントリーから他の多くの分野へのリチウムの供給を通じた下流の電気自動車バッテリーの開発に関連するタスクフォースが直ちに設立されました。
Di sisi lain RI juga memperkuat kerjasama terkait sektor energi, pertambangan hingga pangan terkait pasokan sapi potong. Lalu Seperti apa hasil kunjungan Presiden Jokowi dari Australia dan PNG?
一方、RIは肉牛の供給に関わるエネルギー、鉱業、食品分野での協力も強化している。 それでは、ジョコウィ大統領のオーストラリアとパプアニューギニアからの訪問の結果はどうなったのでしょうか?
[静岡県は“東西155km”もあるのに、なぜ新幹線「のぞみ」が停車しないのか].という文章を読んだ。
私のコメント
東海道本線が各駅停車線、こだま、ひかりは、各駅停車新幹線、のぞみは、急行新幹線、で、いいと思う。
私は、53歳までほとんど静岡県内で過ごした。その間に高度成長期を過ごした。その期間の初期に、新幹線、東名高速が県内を通過した。なんと、恵まれた県だなと思ったものだった。
また、その間、駿河湾地震がいつ来てもおかしくないという話が持ち上がり、日本の大動脈が寸断されたら大ごとだということになり、地震対策のための予算がつぎ込まれた。第二東名もできた。
この文章の中に、その間、のぞみが止まらない問題が県内から提起され始めた。当時の県知事が様々な提案や要求をしたが、実視されたが、静岡県民はJR東海への要求が無視されているという不満が表面化した。という趣旨のことが書かれていた。
しかし、私の感触では、会社の経営をしていて、東京、名古屋、大阪に良く出かけたが、何の不自由がなかったどころか、静岡は東西に便利な位置にあるなと感じていた。
富士山静岡空港も、試しに一回使ってみた。車で行って国内便や韓国に短期で行って帰ってくる場合は便利だが、その便利も、静岡中部の住人だけだ。外国へ行くには不便だから、未だに羽田を使っている。この建設は、税金の無駄使いとしか思えない。その地下に新幹線の駅を作れなんていうのは、論外だ。
川勝がごねている、リニアが使えるようになれば、自然に、ひかりが止まる回数が増えるし、のぞみも県内のどこかに止まるようになる。リニアを反対する理由がないのに、屁理屈を並べて、日本の発展を阻害している川勝は、世界中に、恥ずかしい存在だ。気の毒な日本だと思われている。
Saya baru saja memesan lini ekstrusi plastik buatan Indonesia. Waktu pengiriman adalah dua bulan untuk ekstruder paling lambat. Ini akan siap digunakan pada awal November.

製品の最大寸法80mmのチューブ、パイプ、ホース、プロファイルが成形可能、また、原料は、軟質、硬質、汎用、エンプラ、ウルトラエンプラの全てで成形可能。
Tabung, pipa, selang, dan profil dengan ukuran maksimum 80 mm dapat dibuat, dan bahan mentah dapat dibuat dari plastik lunak, keras, serbaguna, plastik rekayasa, dan plastik ultra-rekayasa.
1,押出機 50φ 150jutaRp
2,冷却水槽 チラー付き 85
3,引取機 ベルト8cm 75
4,切断機 軟質用 コンベアー付き 15
合計 325jutaRp(290万円)
1, Extruder 50φ 150jutaRp
2, Tangki air pendingin dengant chiller 85
3, take-up mesin belt lebar 8 cm 75
4, Mesin pemotong untuk bahan lunak dengan konveyor 15
Total: 325 jutaRp (2,9 juta yen)
ビックリするほど安いでしょ。日本から輸入すれば、安くて800万円かな、中国からなら600万円かな。それも、限られた樹脂しかできない、優柔が聞かない成形ラインだ。
Ini mengejutkan murah, bukan? Kalau impor dari Jepang harganya 8 juta yen, dan kalau dari China harganya 6 juta yen. Ini juga merupakan garis cetakan yang hanya dapat digunakan dengan resin terbatas dan tidak fleksibel.



硬質樹脂用のチューブ、パイプ、プロファイルの金型です。
Cetakan untuk tube, pipe, profil. untuk plastik keras.
インドネシアでは、既に、私が指導した7社ほどで、私がデザインした押出ライン、金型を使って成形をしています。
Di Indonesia, sekitar tujuh perusahaan yang saya sudah instruksikan menggunakan meain ekstrusi dan cetakan yang saya rancang.
私のコメント komentar saya
インドネシアはプラスチック押出成形に関しては自給自足しています。 押出製品の購入を検討している、または1社から購入している場合は2社以上からご購入ください。 賄賂はダメですよ。
Indonesia mandiri dalam hal ekstrusi plastik. Silakan membeli dari dua atau lebih perusahaan yang sedang mau membeli produk ekstrusi atau sedang membeli dari satu perusahaan. Suap itu buruk.

最近、こんな製品も作っているPCパイプの横からいくつかの穴をあけている。アフタープロセスですね。
https://www.youtube.com/watch?v=o9JRaOZ3D6s
RI Mau Gabung BRICS? Jokowi Harus Pertimbangkan Hal Ini
RIはBRICSに参加したいですか? ジョコウィはこれを考慮する必要がある
RI Segera Gabung, China Minta BRICS Saingi G7
RIが間もなく加盟、中国はBRICSにG7との競争を要請
Pada hari pertama KTT BRICS 2023 yang dilaksanakan di Afrika, Selasa 22 Agustus 2023, China berharap agar BRICS bisa menyaingi G7 yang dibentuk Barat.
2023年8月22日火曜日、アフリカで開催される2023年BRICS首脳会議の初日、中国はBRICSが西側諸国が形成するG7と競争できることを期待している。
Dilansir dari Reuters, Presiden Afrika Selatan Cyril Ramaphosa telah mengundang lebih dari 60 kepala negara dan pemerintahan ke pertemuan puncak di Johannesburg tersebut.
ロイター通信の報道によると、南アフリカのシリル・ラマポーザ大統領はヨハネスブルグでのサミットに60人以上の国家元首や政府首脳を招待した。
https://www.youtube.com/watch?v=ocSDoJKnZwo

Pak Jokowi Waspada! 5 Tanda Bahaya China Bisa “Ganggu” RI
パク・ジョコウィに警告! RIを「妨害」する可能性のある中国の5つの危険兆候
Kabar Buruk perekonomian China terus menjadi perhatian sebagai negara dengan ekonomi terkuat kedua dunia. Setelah data perdagangan amblas, Tiongkok melaporkan Indeks Harga Konsumen (Consumer Price Index/CPI) mengalami deflasi pada Juli 2023.
悪いニュース 中国経済は、世界で 2 番目に強い経済を持つ国として引き続き懸念されています。 貿易統計の崩壊後、中国は2023年7月に消費者物価指数(CPI)がデフレに陥ったと報告した。
Sejumlah indikator ekonomi China mengalami tekanan terlihat dari 5 hal ini. Mulai dari Indeks Harga Konsumen (CPI) turun atau deflasi sebesar 0,3% (yoy) di Juli 2023 serta Indeks Harga Produsen (PPI) juga mengalami deflasi yakni 4,4% (yoy).
これら 5 つのことから分かるように、中国の多くの経済指標は圧力を受けています。 2023 年 7 月の消費者物価指数 (CPI) の低下または 0.3% (前年比) のデフレに始まり、生産者物価指数 (PPI) も 4.4% (前年比) のデフレを経験しました。
Selain itu PMI Manufaktur Caixin China turun menjadi 49,2 pada Juli 2023 yang mengindikasikan aktivitas pabrik China ada dalam fase kontraksi. Penjualan ritel China juga melambat tajam menjadi 3,1% yoy pada Juni 2023 serta kinerja ekspor China terkontraksi 14,5% (yoy) pada Juli secara tahunan menjadi USD 281,76 miliar.
さらに、2023年7月の中国の財新製造業PMIは49.2に低下し、中国の工場活動が縮小段階にあることを示した。 中国の小売売上高も2023年6月に前年比3.1%と急減速し、7月の中国の輸出実績は年率ベースで14.5%(前年比)縮小し2,817億6,000万ドルとなった。
Editor CNBC Indonesia, Lucky Leonard mengatakan kuatnya kemitraan dagang RI-China membuat Indonesia harus mewaspadai dampak tekanan Tiongkok terhadap ekonomi Indonesia. Jum’at, 11/08/2023
CNBCインドネシア編集長のラッキー・レナード氏は、RIと中国の強力な貿易パートナーシップにより、インドネシアは中国の圧力がインドネシア経済に及ぼす影響を認識するようになったと述べた。 2023 年 11 月 8 日金曜日
https://www.youtube.com/watch?v=nVqGUm4zWKc

RI Tekan Impor BBM Hingga Gula, Ini Tugas BUMN Dari Erick Thohir
RIは燃料から砂糖への輸入を抑制、これは国有企業の任務だ(エリック・トヒル氏より)
CNBC Indonesia menghadirkan Economic Outlook 2023 dengan Tema "Menjaga Momentum Ekonomi di Tengah Ketidakpastian" untuk mengupas tentang arah, prospek dan tantangan dunia ekonomi dan bisnis 2023.
CNBC インドネシアは、「不確実性の中での経済モメンタムの維持」をテーマに 2023 年の経済見通しを発表し、2023 年の世界経済とビジネスの方向性、見通し、課題について議論します。
Menteri BUMN dalam Economic Outlook 2023 mengungkapkan peluang dan tantangan Indonesia hingga sektor BUMN di 2023.
国有企業大臣は、2023年の経済見通しにおいて、2023年のインドネシアの国有企業セクターに対する機会と課題を明らかにしました。
Erick Thohir menyebutkan pentingnya sinergi pemerintah, BUMN dengan sektor swasta guna menjaga ketahanan nasional baik sektor energi hingga komoditas pangan sehingga dapat menekan impor.
RI Impor BBM Gede-gedean, Erick Thohir: Kita Gak Berdiam Diri
エリック・トヒル氏は、エネルギー部門と食料品の両方で国家の強靱性を維持し、輸入を削減するためには、政府、国有企業、民間部門間の相乗効果の重要性について言及した。
RIは大量の燃料を輸入している、エリック・トヒル:私たちは黙っていない
https://www.youtube.com/watch?v=_QEjvIe-4NE
Sebentar lagi selesai, Stasiun KERETA CEPAT Padalarang terlihat paling megah dan besar dari udara
もうすぐ完成します、パダララン高速鉄道駅は空から見ると最も壮麗で大きく見えます
https://www.youtube.com/watch?v=ZSyeHYJUoFU

Oleh-oleh Jokowi ke Austaralia & PNG, Hilirisasi RI Makin Ngebut!
ジョコウィのオーストラリアとパプアニューギニアへのお土産、RIの下流が加速!
CNBC Indonesia menghadirkan Economic Update 2023 dengan tema "Building Optimism for Stronger Recovery" pada 10-14 Juli 2023 untuk mengupas prospek, tantangan hingga kontribusi sektor swasta untuk mendorong optimisme terhadap perkembangan ekonomi Indonesia di tengah ketidakpastian global.
CNBCインドネシアは、2023年7月10日から14日まで「より強力な回復に向けた楽観主義の構築」をテーマとした2023年の経済最新情報を紹介し、世界的な不確実性の中でインドネシアの経済発展に対する楽観主義を促すための見通し、課題、民間部門の貢献を探ります。
Menko Marves, Luhut Binsar Pandjaitan dalam Economic Update 2023 menyampaikan hasil kunjungan Presiden Joko Widodo ke Austaralia dan Papua New Guinea. Dari hasil pertemuan kedua Kepala Negara dan jajarannya RI-Australia langsung membuat task force terkait pengembangan hilirisasi baterai kendaraan listrik lewat pasokan Lithium dari Negeri Kanguru hingga sejumlah sektor lain.
ルフット・ビンサール・パンジャイタン海事調整大臣は、2023年経済最新情報の中で、ジョコ・ウィドド大統領のオーストラリアとパプアニューギニア訪問の結果を発表した。 両首脳とRIオーストラリア職員の会合の結果に基づいて、カンガルー・カントリーから他の多くの分野へのリチウムの供給を通じた下流の電気自動車バッテリーの開発に関連するタスクフォースが直ちに設立されました。
Di sisi lain RI juga memperkuat kerjasama terkait sektor energi, pertambangan hingga pangan terkait pasokan sapi potong. Lalu Seperti apa hasil kunjungan Presiden Jokowi dari Australia dan PNG?
一方、RIは肉牛の供給に関わるエネルギー、鉱業、食品分野での協力も強化している。 それでは、ジョコウィ大統領のオーストラリアとパプアニューギニアからの訪問の結果はどうなったのでしょうか?
[静岡県は“東西155km”もあるのに、なぜ新幹線「のぞみ」が停車しないのか].という文章を読んだ。
私のコメント
東海道本線が各駅停車線、こだま、ひかりは、各駅停車新幹線、のぞみは、急行新幹線、で、いいと思う。
私は、53歳までほとんど静岡県内で過ごした。その間に高度成長期を過ごした。その期間の初期に、新幹線、東名高速が県内を通過した。なんと、恵まれた県だなと思ったものだった。
また、その間、駿河湾地震がいつ来てもおかしくないという話が持ち上がり、日本の大動脈が寸断されたら大ごとだということになり、地震対策のための予算がつぎ込まれた。第二東名もできた。
この文章の中に、その間、のぞみが止まらない問題が県内から提起され始めた。当時の県知事が様々な提案や要求をしたが、実視されたが、静岡県民はJR東海への要求が無視されているという不満が表面化した。という趣旨のことが書かれていた。
しかし、私の感触では、会社の経営をしていて、東京、名古屋、大阪に良く出かけたが、何の不自由がなかったどころか、静岡は東西に便利な位置にあるなと感じていた。
富士山静岡空港も、試しに一回使ってみた。車で行って国内便や韓国に短期で行って帰ってくる場合は便利だが、その便利も、静岡中部の住人だけだ。外国へ行くには不便だから、未だに羽田を使っている。この建設は、税金の無駄使いとしか思えない。その地下に新幹線の駅を作れなんていうのは、論外だ。
川勝がごねている、リニアが使えるようになれば、自然に、ひかりが止まる回数が増えるし、のぞみも県内のどこかに止まるようになる。リニアを反対する理由がないのに、屁理屈を並べて、日本の発展を阻害している川勝は、世界中に、恥ずかしい存在だ。気の毒な日本だと思われている。
(^_-)-☆見つけた、別の押出成形会社 [押出成形]
5285 先日、新しい押出成形屋PT. Tubindo Ultra Primaを紹介されて行ってきたが、また、昨日、別の押出成形会社PT. Cahaya Makmur Sekawanを紹介されたので訪問してみた。


場所は南西ブカシだった。ほとんど、ジャカルタの南東端に近いので、IC Cikunirまで、高架ジャラントールを使って行った。今まで、全く機会がなかったが、初めてのJalan Layang高架道だった。滅茶苦茶凸凹していてびっくり、日本なら、こんな有料道路、承認が得られないと思う。

この会社もソフト、ハードの塩ビのチューブやプロファイルしかやっていなく、聞くところによると、一週間に1日分だけしか仕事量がないそうだ。ダメだ、この会社、そこで、もうやめて、客先の製造ラインも売ってしまった方がいいよ、紹介するから、と言っておいた。


そして、この会社、どういういきさつがあったのか、TOSOのカーテンレールとP.BEDのサイドバンパーの金型も持っていた。しかし、どちらも、大分前にトライをしたようだが、受注は出来なかったようで、錆びついて放ってあった。これらの金型、私が何社かに伝えたものとそっくりだった。多分、それらの会社の従業員から、漏れたものだと思う。
https://www.youtube.com/watch?v=qtjR9p7H5rw

PDIP: Prabowo Mendapat Suara dari Pendukung Anies dan Jokowi
PDIP:プラボウォはアニエスとジョコウィの支持者から票を獲得
Ketua DPP PDIP, Aria Bima menilai, elektabilitas Prabowo Subianto sejauh ini masih datang dari dua segmen eksternal. Yaitu, suara pendukung Anies Baswedan dan suara pendukung Joko Widodo.
PDIP DPP のアリア・ビマ議長は、これまでのところプラボウォ・スビアント氏の選出可能性は依然として 2 つの外部部門から来ていると評価した。 すなわち、アニエス・バスウェダンとジョコ・ウィドドの支持者への票だ。
"Yang cukup signifikan mendongkrak suaranya. Saya melihat, positioning Prabowo masih dua, dia mendapatkan suara dari pendukung Anies, dan dia mendapatkan suara dari pendukung Jokowi," kata Aria, Rabu (12/7).
「何が彼の投票を大幅に押し上げたのか。なるほど、プラボウォの位置はまだ2で、彼はアニスの支持者からの票を獲得し、ジョコウィの支持者からの票も獲得しています」と、アリアは水曜日(12/7)に言った。
https://www.youtube.com/watch?v=D2wlnxBxyQ4
私は悲しいです。 KCJBはどのくらい便利ですか? KCJS(スマラン)が存在すれば、カラワン市、新空港、新コンテナ港、在来線の駅、現在の有料道路、チスムダウ有料道路が相乗効果を発揮し、利便性が非常に高くなる。
Tol Jakarta-Cikampek Tol Cipali, Tol Cikopo – Palimananの渋滞緩和も期待される
多額のお金を借りてなぜKCJBを選んだのですか? なぜこれほど多くの人がこのようなお金の無駄遣いに満足しているのでしょうか?
Aku sudih. Seberapa nyaman KCJB? Jika KCJS (Semarang) ada, kota Karawang, bandara Kertajati, pelabuhan peti kemas baru, stasiun di jalur kereta konvensional, jalan tol saat ini, dan jalan tol Chismudau akan memiliki efek sinergis dan kenyamanan besar.
Kemacetan di Tol Jakarta-Cikampek, Tol Cipali, Tol Cikopo-Palimanan akan terurai.
Mengapa Indonesia memilih KCJB setelah meminjam uang dalam jumlah besar? Mengapa banyak sekali orang yang senang dengan pemborosan uang ini?
minta baca https://blog.goo.ne.jp/enplaid
https://www.youtube.com/watch?v=9VHg8PivDTk

Jokowi Pastikan Indonesia Tak Lagi Ekspor Bahan Mentah Tembaga 2024 Jika 2 Smelter Tuntas
ジョコウィ、2つの製錬所が完成すればインドネシアが2024年に銅原料の輸出を停止することを保証
Sebab, dengan beroperasinya dua smelter tersebut, Indonesia akan mampu mengolah tembaga mentah menjadi barang jadi maupun setengah jadi di dalam negeri.
なぜなら、2つの精錬所の操業により、インドネシアは原料の銅を国内で完成品および半製品に加工できるようになるからです。
"Kalau dua perusahaan besar ini selesai smelter-nya, artinya kita tidak ekspor lagi bahan mentah tembaga," kata Jokowi saat meresmikan ground breaking pabrik foil tembaga milik PT Hailiang Nova Material Indonesia di Gresik, Selasa 20/6/2023
ジョコウィ氏は、2023年6月20日火曜日、グレシクにあるPTハイリャン・ノヴァ・マテリアル・インドネシア所有の銅箔工場の起工式で、「これら2大企業が製錬所を終了すれば、それは銅原料の輸出がなくなることを意味する」と述べた。
hari ini, Jokowi menyambangi proyek dua smelter tersebut yang masing-masing terletak di Sumbawa Barat, Nusa Tenggara Barat, dan Gresik, Jawa Timur.
本日、ジョコウィは西スンバワ州、西ヌサトゥンガラ州、東ジャワ州グレシックにある2つの製錬所プロジェクトを訪問した。
これらの方針は、インドネシアは、先進国ではなく、自立国でもなく、発展途上国というか後進国の証ですね。
Kebijakan ini menjadi bukti bahwa Indonesia bukanlah negara maju atau negara mandiri, melainkan negara berkembang atau negara terbelakang.
https://www.youtube.com/watch?v=KgLfJDuDOwQ

Anggaran Wajib Kesehatan Dihapus, Menkes: Jangan Tiru Negara Lain Buang Uang Terlalu Banyak
保健義務予算は廃止、保健大臣「お金を無駄遣いしすぎている他国の真似をするな」
Menteri Kesehatan Budi Gunadi Sadikin mengatakan, Indonesia jangan meniru negara lain yang sudah membuang uang atau anggaran terlalu banyak di bidang kesehatan, namun hasilnya tidak bagus.
ブディ・グナディ・サディキン保健大臣は、インドネシアは保健分野であまりにも多くの資金や予算を浪費してきた他国を真似すべきではないと述べたが、その結果は良くなかった。
Hal ini menanggapi keputusan dihapusnya anggaran wajib (mandatory spending) dalam Undang-Undang (UU) Kesehatan yang baru saja disahkan siang ini, Selasa (11/7/2023).
これは、今日火曜日(2023年7月11日)の午後に可決されたばかりの保健法の義務的支出を廃止する決定に対応したものです。
https://www.youtube.com/watch?v=pqZui1uHh7U

Turki Bangun Pabrik Drone di Ukraina
Menteri Industri Strategis Ukraina Oleksandr Kamyshin mengatakan pada Senin (10/7/2023), perusahaan pertahanan Turki Baykar telah mulai membangun pabrik di Ukraina. Pabrik ini untuk memproduksi drone Bayraktar.
トゥルキエ、ウクライナにドローン工場を建設
ウクライナのオレクサンドル・カムイシン戦略産業大臣は月曜日(2023年10月7日)、トルコの防衛企業バイカルがウクライナで工場の建設を開始したと発表した。 この工場はバイラクタルのドローンを生産するためのものです。
“Mereka telah mulai membangun pabrik di tanah [dalam praktik], bukan dalam memorandum [teoritis]. Kami telah beralih ke langkah nyata," ujar Kamyshin di televisi nasional seperti dilansir media Ukraina Hromadske.
「彼らは(理論上の)覚書ではなく、(実際に)現場で工場の建設を始めた。 我々は具体的なステップに進んだ」とウクライナメディア・フロマツケが報じたところによると、カムイシン氏は国営テレビで語った。

スルヤチプタのメイン道路、相変わらず、工事をしている。


場所は南西ブカシだった。ほとんど、ジャカルタの南東端に近いので、IC Cikunirまで、高架ジャラントールを使って行った。今まで、全く機会がなかったが、初めてのJalan Layang高架道だった。滅茶苦茶凸凹していてびっくり、日本なら、こんな有料道路、承認が得られないと思う。

この会社もソフト、ハードの塩ビのチューブやプロファイルしかやっていなく、聞くところによると、一週間に1日分だけしか仕事量がないそうだ。ダメだ、この会社、そこで、もうやめて、客先の製造ラインも売ってしまった方がいいよ、紹介するから、と言っておいた。

そして、この会社、どういういきさつがあったのか、TOSOのカーテンレールとP.BEDのサイドバンパーの金型も持っていた。しかし、どちらも、大分前にトライをしたようだが、受注は出来なかったようで、錆びついて放ってあった。これらの金型、私が何社かに伝えたものとそっくりだった。多分、それらの会社の従業員から、漏れたものだと思う。
https://www.youtube.com/watch?v=qtjR9p7H5rw

PDIP: Prabowo Mendapat Suara dari Pendukung Anies dan Jokowi
PDIP:プラボウォはアニエスとジョコウィの支持者から票を獲得
Ketua DPP PDIP, Aria Bima menilai, elektabilitas Prabowo Subianto sejauh ini masih datang dari dua segmen eksternal. Yaitu, suara pendukung Anies Baswedan dan suara pendukung Joko Widodo.
PDIP DPP のアリア・ビマ議長は、これまでのところプラボウォ・スビアント氏の選出可能性は依然として 2 つの外部部門から来ていると評価した。 すなわち、アニエス・バスウェダンとジョコ・ウィドドの支持者への票だ。
"Yang cukup signifikan mendongkrak suaranya. Saya melihat, positioning Prabowo masih dua, dia mendapatkan suara dari pendukung Anies, dan dia mendapatkan suara dari pendukung Jokowi," kata Aria, Rabu (12/7).
「何が彼の投票を大幅に押し上げたのか。なるほど、プラボウォの位置はまだ2で、彼はアニスの支持者からの票を獲得し、ジョコウィの支持者からの票も獲得しています」と、アリアは水曜日(12/7)に言った。
https://www.youtube.com/watch?v=D2wlnxBxyQ4
私は悲しいです。 KCJBはどのくらい便利ですか? KCJS(スマラン)が存在すれば、カラワン市、新空港、新コンテナ港、在来線の駅、現在の有料道路、チスムダウ有料道路が相乗効果を発揮し、利便性が非常に高くなる。
Tol Jakarta-Cikampek Tol Cipali, Tol Cikopo – Palimananの渋滞緩和も期待される
多額のお金を借りてなぜKCJBを選んだのですか? なぜこれほど多くの人がこのようなお金の無駄遣いに満足しているのでしょうか?
Aku sudih. Seberapa nyaman KCJB? Jika KCJS (Semarang) ada, kota Karawang, bandara Kertajati, pelabuhan peti kemas baru, stasiun di jalur kereta konvensional, jalan tol saat ini, dan jalan tol Chismudau akan memiliki efek sinergis dan kenyamanan besar.
Kemacetan di Tol Jakarta-Cikampek, Tol Cipali, Tol Cikopo-Palimanan akan terurai.
Mengapa Indonesia memilih KCJB setelah meminjam uang dalam jumlah besar? Mengapa banyak sekali orang yang senang dengan pemborosan uang ini?
minta baca https://blog.goo.ne.jp/enplaid
https://www.youtube.com/watch?v=9VHg8PivDTk

Jokowi Pastikan Indonesia Tak Lagi Ekspor Bahan Mentah Tembaga 2024 Jika 2 Smelter Tuntas
ジョコウィ、2つの製錬所が完成すればインドネシアが2024年に銅原料の輸出を停止することを保証
Sebab, dengan beroperasinya dua smelter tersebut, Indonesia akan mampu mengolah tembaga mentah menjadi barang jadi maupun setengah jadi di dalam negeri.
なぜなら、2つの精錬所の操業により、インドネシアは原料の銅を国内で完成品および半製品に加工できるようになるからです。
"Kalau dua perusahaan besar ini selesai smelter-nya, artinya kita tidak ekspor lagi bahan mentah tembaga," kata Jokowi saat meresmikan ground breaking pabrik foil tembaga milik PT Hailiang Nova Material Indonesia di Gresik, Selasa 20/6/2023
ジョコウィ氏は、2023年6月20日火曜日、グレシクにあるPTハイリャン・ノヴァ・マテリアル・インドネシア所有の銅箔工場の起工式で、「これら2大企業が製錬所を終了すれば、それは銅原料の輸出がなくなることを意味する」と述べた。
hari ini, Jokowi menyambangi proyek dua smelter tersebut yang masing-masing terletak di Sumbawa Barat, Nusa Tenggara Barat, dan Gresik, Jawa Timur.
本日、ジョコウィは西スンバワ州、西ヌサトゥンガラ州、東ジャワ州グレシックにある2つの製錬所プロジェクトを訪問した。
これらの方針は、インドネシアは、先進国ではなく、自立国でもなく、発展途上国というか後進国の証ですね。
Kebijakan ini menjadi bukti bahwa Indonesia bukanlah negara maju atau negara mandiri, melainkan negara berkembang atau negara terbelakang.
https://www.youtube.com/watch?v=KgLfJDuDOwQ

Anggaran Wajib Kesehatan Dihapus, Menkes: Jangan Tiru Negara Lain Buang Uang Terlalu Banyak
保健義務予算は廃止、保健大臣「お金を無駄遣いしすぎている他国の真似をするな」
Menteri Kesehatan Budi Gunadi Sadikin mengatakan, Indonesia jangan meniru negara lain yang sudah membuang uang atau anggaran terlalu banyak di bidang kesehatan, namun hasilnya tidak bagus.
ブディ・グナディ・サディキン保健大臣は、インドネシアは保健分野であまりにも多くの資金や予算を浪費してきた他国を真似すべきではないと述べたが、その結果は良くなかった。
Hal ini menanggapi keputusan dihapusnya anggaran wajib (mandatory spending) dalam Undang-Undang (UU) Kesehatan yang baru saja disahkan siang ini, Selasa (11/7/2023).
これは、今日火曜日(2023年7月11日)の午後に可決されたばかりの保健法の義務的支出を廃止する決定に対応したものです。
https://www.youtube.com/watch?v=pqZui1uHh7U

Turki Bangun Pabrik Drone di Ukraina
Menteri Industri Strategis Ukraina Oleksandr Kamyshin mengatakan pada Senin (10/7/2023), perusahaan pertahanan Turki Baykar telah mulai membangun pabrik di Ukraina. Pabrik ini untuk memproduksi drone Bayraktar.
トゥルキエ、ウクライナにドローン工場を建設
ウクライナのオレクサンドル・カムイシン戦略産業大臣は月曜日(2023年10月7日)、トルコの防衛企業バイカルがウクライナで工場の建設を開始したと発表した。 この工場はバイラクタルのドローンを生産するためのものです。
“Mereka telah mulai membangun pabrik di tanah [dalam praktik], bukan dalam memorandum [teoritis]. Kami telah beralih ke langkah nyata," ujar Kamyshin di televisi nasional seperti dilansir media Ukraina Hromadske.
「彼らは(理論上の)覚書ではなく、(実際に)現場で工場の建設を始めた。 我々は具体的なステップに進んだ」とウクライナメディア・フロマツケが報じたところによると、カムイシン氏は国営テレビで語った。

スルヤチプタのメイン道路、相変わらず、工事をしている。
(^_-)-☆新たに知った押出成形会社 [押出成形]
5276 知らなかった。こんな会社があったなんて、知り合いに頼まれて、客先の新規開発の相談を受けた。

工業団地の入り口

訪問した会社と装置の一部

軟質塩ビのチューブとシートしかやっていない。というか、私が知っている会社のすべてが、作っている製品で、お互いに競合しているらしい、それにしても、同じような製品の需要が沢山あるらしい。ということで、この会社も、軟質の製品しかできない。これでは、売り先を増やすことなんてできないよ、というと、硬質の製品もできるように、中国から押出成形ラインを買ったばかりだと、ラインを見せてもらった。800ジュタだそうな。高!それに、融通が利きそうにないごついラインだった。インドネシア内で作れば、400ジュタでできるし、融通が利く装置だし、新たに買った方がいいよと言ってやった。私は、今、LTIのために、200ジュタで中古のラインを買う準備をしているよ、と、言ってやった。
とにかく、営業担当者が、押出製品を求めていそうな会社に出かけて行って、サンプルか図面を受け取る努力をしてください。その製品を作れないなら、私に頼みなさい。出来るようにしてあげますよと話しておいた。
https://www.youtube.com/watch?v=fDUM4XMtTG8

Diplomat China Ajak Korsel & Jepang Bersatu: Anda Tak Akan Bisa Jadi Orang Barat
中国外交官、韓国と日本に団結を呼びかけ:西洋人にはなれない
Eks Menteri Luar Negeri China Wang Yi memperingatkan Jepang dan Korea Selatan bahwa mereka tak akan pernah bisa sama atau menjadi orang 'Barat'.
中国の王毅元外相は日本と韓国に対し、決して同じになることはできないし、「西洋人」になることもできないと警告した。
Sebaliknya, diplomat itu mengindikasikan tawaran untuk mempersatukan kekuatan dari tiga negara besar di Asia ini. Sehingga Seoul dan Tokyo — sekutu dekat Amerika Serikat, tidak terus-menerus bergantung pada Barat.
Dikutip dari AFP, tawaran tersebut disampaikan Wang dalam pidato sambutannya di forum internasional Kerja Sama Trilateral yang dilaksanakan di Qingdao, China, pada Senin (3/7).
Kegiatan ini adalah acara tahunan yang rutin diselenggarakan oleh Beijing, Tokyo, dan Seoul sejak 2011. Menteri Luar Negeri Korea Selatan Park Jin dan Menteri Luar Negeri Jepang Yoshimasa Hayashi juga hadir.
Dalam sebuah rekaman video, tampak Wang berbicara kepada para tamu forum seraya mengatakan bahwa AS dan Eropa sendiri bahkan tidak dapat membedakan mana orang China, Jepang, atau Korea Selatan.
それどころか、この外交官はアジア主要3カ国の戦力を統合するという提案を示した。 それは、米国の緊密な同盟国であるソウルと東京が西側諸国に依存し続けないようにするためである。
AFPから引用すると、この申し出は月曜日(3月7日)に中国の青島で開催された国際三国協力フォーラムでの歓迎スピーチの中で王氏によってなされた。
この活動は2011年から北京、東京、ソウルが定期的に開催する年次行事で、韓国の朴鎮外相と日本の林芳正外相も出席した。
ビデオ録画の中で、王氏はフォーラムの出席者に演説し、米国や欧州自身もどの国民が中国人、日本人、韓国人であるのかすら、分からないと述べているのが映っている。
https://www.youtube.com/watch?v=EMoyX9Vmv-Q

Utang RI ke IMF Lunas, Bahlil Lahadalia Terima Kasih ke SBY
バリル・ラハダリア、IMFへのRI債務をSBYのおかげで完済
Menteri Keuangan (Menkeu) Sri Mulyani mengatakan, Indonesia telah melunasi utang-utangnya ke International Monetary Fund (IMF) sudah sejak lama.
スリ・ムリャニ財務大臣(メンケウ)は、インドネシアは長い間国際通貨基金(IMF)への債務を返済してきたと述べた。
"Lama banget itu udahan. Kan IMF program tahun berapa itu, 1997/1998, 2000 awal, dan waktu itu sudah dilunasi semua. Memang sudah lama banget kenapa sekarang tiba-tiba muncul," kata Sri Mulyani saat ditemui di Kompleks DPR RI, Selasa (4/7).
「時間がかかりすぎます。IMFプログラムは何年でしたか、1997年か1998年、2000年初頭でした。その時はすべてが報われました。長い時間が経ちましたが、なぜ今になって突然現れるのですか」とスリ・ムリャニ氏は会合で語った。 DPR RI コンプレックス、火曜日 (4/7)。
https://www.youtube.com/watch?v=XTxcnz8Lfhc

Mengintip "Rumah" bagi Kereta Cepat Jakarta-Bandung, Ada Apa Saja?
ジャカルタ-バンドン高速列車の「ホーム」を覗いてみると、何が起きているのでしょうか?
Untuk menunjang kebutuhan operasional dan perawatan KCJB, Depo Tegalluar memiliki beragam fasilitas yang menarik untuk diketahui.
KCJB の運用とメンテナンスのニーズをサポートするために、テガルアル デポには知っておくべきさまざまな興味深い施設があります。
GM Corporate Secretary KCIC Rahadian Ratry menyebutkan, tersedia 7 area utama di Depo Tegalluar yang akan memenuhi kebutuhan maintenance dan operasional KCIC400AF.
KCICのGM企業秘書ラハディアン・ラトリー氏は、テガルアル車両基地にはKCIC400AFのメンテナンスと運用のニーズを満たす7つの主要エリアが利用可能であると述べた。
Seluruh area tersebut memiliki fungsi yang berbeda-beda sesuai kebutuhan, mulai dari perawatan ringan sampai berat.
これらのエリアはすべて、軽度のメンテナンスから重度のメンテナンスまで、ニーズに応じて異なる機能を備えています。
“Kebutuhan maintenance dan operasional dari KCJB sangat beragam. Mulai dari tempat peristirahatan kereta sampai perawatan berat tersedia di Depo Tegalluar. Kami sediakan 7 area dengan fungsi yang berbeda. Seluruh area dapat dioperasikan secara bersamaan untuk memastikan keoptimalan operasional KCJB,” tutur Rahadian.
「KCJBのメンテナンスと運用のニーズは非常に多様です。 鉄道の休憩所から重整備まで、テガルアル車両基地で利用できます。 機能の異なる7つのエリアを用意している。 すべてのエリアを同時に操作して、KCJB の運用を最適化することができます」とラハディアン氏は述べています。
Sejumlah Cars Kereta Cepat sudah sampai di Depo Tegalluar, Kecamatan Bojongsoang, Kabupaten Bandung, Jawa Barat, pihak KCIC sebut sudah memiliki 7 area perawatan
多くの高速鉄道車両が西ジャワ州バンドンリージェンシーのボジョンソアン地区にあるテガルアル車両基地に到着したとKCICは、すでに7つの保守エリアがあると発表した。
https://www.youtube.com/watch?v=M8IIQqbbcsU


Kereta Cepat Jakarta Bandung Uji Coba Rangkaian Penumpang, Begini Penampakannya
ジャカルタ・バンドン高速列車が相次ぐ乗客を試運転、その様子はこちら
PT KCIC melalui kontraktor Kereta Cepat mulai menguji coba rangkaian Electric Multiple Unit (EMU) atau Kereta Penumpang KA Cepat Jakarta-Bandung. Setelah sebelumnya pengujian dengan Comprehensive Inspection Train (CIT) atau Kereta Inspeksi hingga 350 km/h, saat ini pengujian sudah memasuki tahap selanjutnya yaitu pengujian untuk rangkaian Kereta Penumpang dengan pola uji coba belum diperuntukkan mengangkut penumpang.
PT KCICは、高速鉄道請負業者を通じて、電気多重ユニット(EMU)またはジャカルタ-バンドン高速鉄道旅客列車のテストを開始しました。 以前に総合検査列車(CIT)または時速 350 km までの検査列車を使用したテストを行った後、テストは次の段階に入りました。つまり、乗客を運ぶことを目的としない試行パターンで一連の旅客列車をテストすることです。
https://www.youtube.com/watch?v=XcOwgxoVKsY

Rangkuman Hari ke-495 Serangan Rusia ke Ukraina: Taktik Ukraina Perkuat Utara, Situs Berita Pro-Wagner Ditutup
ロシアのウクライナ攻撃495日目の概要:ウクライナによる北方戦術の強化、ワグナー擁護ニュースサイト閉鎖
SITUASI PERANG
Wakil Menteri Pertahanan Ukraina Hanna Maliar mengatakan situasi konflik kian rumit. Pasukan Ukraina maju dengan keberhasilan sebagian di sisi selatan Bakhmut di timur dan dekat Berdyansk dan Melitopol di selatan. Namun, Maliar mengatakan pasukan Rusia membuat kemajuan di Avdiivka, Marinka, Lyman dan Svatove di Ukraina timur di tengah pertempuran sengit.
戦争状況
ウクライナのハンナ・マリアール副国防大臣は、紛争状況はさらに複雑になっていると述べた。 ウクライナ軍は東のバフムート南側面、南のベルジャーンスクとメリトポリ付近で部分的な成功を収めながら前進した。 しかし、マリアル氏は、激しい戦闘のさなか、ロシア軍がウクライナ東部のアヴディウカ、マリンカ、ライマン、スヴァトーベに進軍していると述べた。
Presiden Ukraina Volodymyr Zelensky mengadakan pertemuan pejabat tinggi komando militer dan energi atom negara itu di Pembangkit Listrik Tenaga Nuklir Rivne di Ukraina utara dekat perbatasan dengan Belarus untuk membahas keamanan wilayah utara dan langkah-langkah untuk memperkuatnya.
ウクライナのウォロディミル・ゼレンスキー大統領は、ベラルーシとの国境近くにあるウクライナ北部のリウネ原子力発電所で同国の軍・原子力軍最高司令官会議を招集し、北部地域の安全とその強化策について話し合った。
Dalam perjalanan ke kota pelabuhan selatan Odesa, Zelensky berjanji untuk mengintensifkan upaya merebut kembali tanah yang diduduki Rusia di selatan Ukraina.
ゼレンスキー大統領は南部の港湾都市オデッサに向かう途中、ウクライナ南部のロシア占領地を奪還する取り組みを強化すると誓った。
https://www.youtube.com/watch?v=CnVLzMUGwVo

Beginilah cuplikan eksklusif saat sekelompok militan Angkatan Bersenjata Ukraina diserang oleh tentara Rusia di wilayah Zaporozhye.
こちらは、ザポリージャ地域でロシア軍に攻撃されるウクライナ軍武装グループの独占映像だ。
Pertempuran semakin sengit, militer Rusia selalu menghantui lawannya dengan serangan-serangan mematikannya.
戦いは激化しており、ロシア軍は常に致命的な攻撃で敵を悩ませています。
Tentara Ukraina yang sedang bergerak maju di garis depan seketika dikagetkan dengan serangan yang tiba tepat di depan matanya.
最前線を進んでいたウクライナ軍兵士たちは、目の前に来た攻撃に突然驚愕した。
Serangan yang dilayangkan Rusia dari Grad MLRS.
グラードMLRSからのロシアの攻撃。
Akibatnya, tentara Ukraina itu shock dan tumbang imbas dari efek serangan yang nyaris mengenai tubuhnya.
その結果、ウクライナ兵は衝撃を受け、体を直撃しそうになった衝撃で倒れた。
Dapat dilihat peristiwa ini direkam melalui kamera yang dipasang pada pelindung kepala prajurit tersebut.
この出来事は兵士の頭部プロテクターに取り付けられたカメラを通して記録されたことがわかります。

工業団地の入り口

訪問した会社と装置の一部

軟質塩ビのチューブとシートしかやっていない。というか、私が知っている会社のすべてが、作っている製品で、お互いに競合しているらしい、それにしても、同じような製品の需要が沢山あるらしい。ということで、この会社も、軟質の製品しかできない。これでは、売り先を増やすことなんてできないよ、というと、硬質の製品もできるように、中国から押出成形ラインを買ったばかりだと、ラインを見せてもらった。800ジュタだそうな。高!それに、融通が利きそうにないごついラインだった。インドネシア内で作れば、400ジュタでできるし、融通が利く装置だし、新たに買った方がいいよと言ってやった。私は、今、LTIのために、200ジュタで中古のラインを買う準備をしているよ、と、言ってやった。
とにかく、営業担当者が、押出製品を求めていそうな会社に出かけて行って、サンプルか図面を受け取る努力をしてください。その製品を作れないなら、私に頼みなさい。出来るようにしてあげますよと話しておいた。
https://www.youtube.com/watch?v=fDUM4XMtTG8

Diplomat China Ajak Korsel & Jepang Bersatu: Anda Tak Akan Bisa Jadi Orang Barat
中国外交官、韓国と日本に団結を呼びかけ:西洋人にはなれない
Eks Menteri Luar Negeri China Wang Yi memperingatkan Jepang dan Korea Selatan bahwa mereka tak akan pernah bisa sama atau menjadi orang 'Barat'.
中国の王毅元外相は日本と韓国に対し、決して同じになることはできないし、「西洋人」になることもできないと警告した。
Sebaliknya, diplomat itu mengindikasikan tawaran untuk mempersatukan kekuatan dari tiga negara besar di Asia ini. Sehingga Seoul dan Tokyo — sekutu dekat Amerika Serikat, tidak terus-menerus bergantung pada Barat.
Dikutip dari AFP, tawaran tersebut disampaikan Wang dalam pidato sambutannya di forum internasional Kerja Sama Trilateral yang dilaksanakan di Qingdao, China, pada Senin (3/7).
Kegiatan ini adalah acara tahunan yang rutin diselenggarakan oleh Beijing, Tokyo, dan Seoul sejak 2011. Menteri Luar Negeri Korea Selatan Park Jin dan Menteri Luar Negeri Jepang Yoshimasa Hayashi juga hadir.
Dalam sebuah rekaman video, tampak Wang berbicara kepada para tamu forum seraya mengatakan bahwa AS dan Eropa sendiri bahkan tidak dapat membedakan mana orang China, Jepang, atau Korea Selatan.
それどころか、この外交官はアジア主要3カ国の戦力を統合するという提案を示した。 それは、米国の緊密な同盟国であるソウルと東京が西側諸国に依存し続けないようにするためである。
AFPから引用すると、この申し出は月曜日(3月7日)に中国の青島で開催された国際三国協力フォーラムでの歓迎スピーチの中で王氏によってなされた。
この活動は2011年から北京、東京、ソウルが定期的に開催する年次行事で、韓国の朴鎮外相と日本の林芳正外相も出席した。
ビデオ録画の中で、王氏はフォーラムの出席者に演説し、米国や欧州自身もどの国民が中国人、日本人、韓国人であるのかすら、分からないと述べているのが映っている。
https://www.youtube.com/watch?v=EMoyX9Vmv-Q

Utang RI ke IMF Lunas, Bahlil Lahadalia Terima Kasih ke SBY
バリル・ラハダリア、IMFへのRI債務をSBYのおかげで完済
Menteri Keuangan (Menkeu) Sri Mulyani mengatakan, Indonesia telah melunasi utang-utangnya ke International Monetary Fund (IMF) sudah sejak lama.
スリ・ムリャニ財務大臣(メンケウ)は、インドネシアは長い間国際通貨基金(IMF)への債務を返済してきたと述べた。
"Lama banget itu udahan. Kan IMF program tahun berapa itu, 1997/1998, 2000 awal, dan waktu itu sudah dilunasi semua. Memang sudah lama banget kenapa sekarang tiba-tiba muncul," kata Sri Mulyani saat ditemui di Kompleks DPR RI, Selasa (4/7).
「時間がかかりすぎます。IMFプログラムは何年でしたか、1997年か1998年、2000年初頭でした。その時はすべてが報われました。長い時間が経ちましたが、なぜ今になって突然現れるのですか」とスリ・ムリャニ氏は会合で語った。 DPR RI コンプレックス、火曜日 (4/7)。
https://www.youtube.com/watch?v=XTxcnz8Lfhc

Mengintip "Rumah" bagi Kereta Cepat Jakarta-Bandung, Ada Apa Saja?
ジャカルタ-バンドン高速列車の「ホーム」を覗いてみると、何が起きているのでしょうか?
Untuk menunjang kebutuhan operasional dan perawatan KCJB, Depo Tegalluar memiliki beragam fasilitas yang menarik untuk diketahui.
KCJB の運用とメンテナンスのニーズをサポートするために、テガルアル デポには知っておくべきさまざまな興味深い施設があります。
GM Corporate Secretary KCIC Rahadian Ratry menyebutkan, tersedia 7 area utama di Depo Tegalluar yang akan memenuhi kebutuhan maintenance dan operasional KCIC400AF.
KCICのGM企業秘書ラハディアン・ラトリー氏は、テガルアル車両基地にはKCIC400AFのメンテナンスと運用のニーズを満たす7つの主要エリアが利用可能であると述べた。
Seluruh area tersebut memiliki fungsi yang berbeda-beda sesuai kebutuhan, mulai dari perawatan ringan sampai berat.
これらのエリアはすべて、軽度のメンテナンスから重度のメンテナンスまで、ニーズに応じて異なる機能を備えています。
“Kebutuhan maintenance dan operasional dari KCJB sangat beragam. Mulai dari tempat peristirahatan kereta sampai perawatan berat tersedia di Depo Tegalluar. Kami sediakan 7 area dengan fungsi yang berbeda. Seluruh area dapat dioperasikan secara bersamaan untuk memastikan keoptimalan operasional KCJB,” tutur Rahadian.
「KCJBのメンテナンスと運用のニーズは非常に多様です。 鉄道の休憩所から重整備まで、テガルアル車両基地で利用できます。 機能の異なる7つのエリアを用意している。 すべてのエリアを同時に操作して、KCJB の運用を最適化することができます」とラハディアン氏は述べています。
Sejumlah Cars Kereta Cepat sudah sampai di Depo Tegalluar, Kecamatan Bojongsoang, Kabupaten Bandung, Jawa Barat, pihak KCIC sebut sudah memiliki 7 area perawatan
多くの高速鉄道車両が西ジャワ州バンドンリージェンシーのボジョンソアン地区にあるテガルアル車両基地に到着したとKCICは、すでに7つの保守エリアがあると発表した。
https://www.youtube.com/watch?v=M8IIQqbbcsU


Kereta Cepat Jakarta Bandung Uji Coba Rangkaian Penumpang, Begini Penampakannya
ジャカルタ・バンドン高速列車が相次ぐ乗客を試運転、その様子はこちら
PT KCIC melalui kontraktor Kereta Cepat mulai menguji coba rangkaian Electric Multiple Unit (EMU) atau Kereta Penumpang KA Cepat Jakarta-Bandung. Setelah sebelumnya pengujian dengan Comprehensive Inspection Train (CIT) atau Kereta Inspeksi hingga 350 km/h, saat ini pengujian sudah memasuki tahap selanjutnya yaitu pengujian untuk rangkaian Kereta Penumpang dengan pola uji coba belum diperuntukkan mengangkut penumpang.
PT KCICは、高速鉄道請負業者を通じて、電気多重ユニット(EMU)またはジャカルタ-バンドン高速鉄道旅客列車のテストを開始しました。 以前に総合検査列車(CIT)または時速 350 km までの検査列車を使用したテストを行った後、テストは次の段階に入りました。つまり、乗客を運ぶことを目的としない試行パターンで一連の旅客列車をテストすることです。
https://www.youtube.com/watch?v=XcOwgxoVKsY

Rangkuman Hari ke-495 Serangan Rusia ke Ukraina: Taktik Ukraina Perkuat Utara, Situs Berita Pro-Wagner Ditutup
ロシアのウクライナ攻撃495日目の概要:ウクライナによる北方戦術の強化、ワグナー擁護ニュースサイト閉鎖
SITUASI PERANG
Wakil Menteri Pertahanan Ukraina Hanna Maliar mengatakan situasi konflik kian rumit. Pasukan Ukraina maju dengan keberhasilan sebagian di sisi selatan Bakhmut di timur dan dekat Berdyansk dan Melitopol di selatan. Namun, Maliar mengatakan pasukan Rusia membuat kemajuan di Avdiivka, Marinka, Lyman dan Svatove di Ukraina timur di tengah pertempuran sengit.
戦争状況
ウクライナのハンナ・マリアール副国防大臣は、紛争状況はさらに複雑になっていると述べた。 ウクライナ軍は東のバフムート南側面、南のベルジャーンスクとメリトポリ付近で部分的な成功を収めながら前進した。 しかし、マリアル氏は、激しい戦闘のさなか、ロシア軍がウクライナ東部のアヴディウカ、マリンカ、ライマン、スヴァトーベに進軍していると述べた。
Presiden Ukraina Volodymyr Zelensky mengadakan pertemuan pejabat tinggi komando militer dan energi atom negara itu di Pembangkit Listrik Tenaga Nuklir Rivne di Ukraina utara dekat perbatasan dengan Belarus untuk membahas keamanan wilayah utara dan langkah-langkah untuk memperkuatnya.
ウクライナのウォロディミル・ゼレンスキー大統領は、ベラルーシとの国境近くにあるウクライナ北部のリウネ原子力発電所で同国の軍・原子力軍最高司令官会議を招集し、北部地域の安全とその強化策について話し合った。
Dalam perjalanan ke kota pelabuhan selatan Odesa, Zelensky berjanji untuk mengintensifkan upaya merebut kembali tanah yang diduduki Rusia di selatan Ukraina.
ゼレンスキー大統領は南部の港湾都市オデッサに向かう途中、ウクライナ南部のロシア占領地を奪還する取り組みを強化すると誓った。
https://www.youtube.com/watch?v=CnVLzMUGwVo

Beginilah cuplikan eksklusif saat sekelompok militan Angkatan Bersenjata Ukraina diserang oleh tentara Rusia di wilayah Zaporozhye.
こちらは、ザポリージャ地域でロシア軍に攻撃されるウクライナ軍武装グループの独占映像だ。
Pertempuran semakin sengit, militer Rusia selalu menghantui lawannya dengan serangan-serangan mematikannya.
戦いは激化しており、ロシア軍は常に致命的な攻撃で敵を悩ませています。
Tentara Ukraina yang sedang bergerak maju di garis depan seketika dikagetkan dengan serangan yang tiba tepat di depan matanya.
最前線を進んでいたウクライナ軍兵士たちは、目の前に来た攻撃に突然驚愕した。
Serangan yang dilayangkan Rusia dari Grad MLRS.
グラードMLRSからのロシアの攻撃。
Akibatnya, tentara Ukraina itu shock dan tumbang imbas dari efek serangan yang nyaris mengenai tubuhnya.
その結果、ウクライナ兵は衝撃を受け、体を直撃しそうになった衝撃で倒れた。
Dapat dilihat peristiwa ini direkam melalui kamera yang dipasang pada pelindung kepala prajurit tersebut.
この出来事は兵士の頭部プロテクターに取り付けられたカメラを通して記録されたことがわかります。
(^_-)-☆エンプラ押出成形18最終 [押出成形]
5237 エンジニアリングプラスチック押出成形18
8 決断する勇気
必ず、未経験の仕事はやってくる。その仕事を引き受けるか、断るか決めなければならない。引き受ける決断をする勇気が必要。引き受ける裏付けは何か、勢いである。速度である。そんな無責任な、と、思う人は、この仕事に向かない、批判する側の人である。もし、手こずれば、それ見たことかという人だ。勇気を持っている人の決断を応援できない雰囲気は、押出に向かない。
9 最後に 押出成形は、成形条件標準書、作業標準書通りにはできない。樹脂によって、大きさによって、厚さによって、オープンか閉じたものかによって、成型方法が違うし、温度条件や速度も違う。変える要素が無限にある。同じ原料でも、ロットによって、条件が違う。また、OK品を流していても、刻一刻と条件が変わる。それらを見抜いて、条件を変えなければならない。機械、装置、金型が製品を作るのではない、人間がそれらに適切な条件を与え続けなければならのが、プラスチックの押出成型ができるといえる、条件だ。
インドネシアには、プラスチック押出製品なら、何でも、引き受けるといえる人は、私しかいない。私がいなくなれば、27年前、私がインドネシアに生まれる前の状態になる。

25 Mei 2023 Covid-19 di Indonesia
Ada penambahan 619 orang positif Covid-19 pada hari ini, Kamis (25/5/2023).
本日木曜日(2023/5/25)、新型コロナウイルス感染症の陽性者数はさらに619人でした。
https://www.youtube.com/watch?v=1LIoXH9ibMc

Kereta Cepat Jakarta Tak Berhenti di Kota Bandung, Penumpang Harus Bagaimana?
ジャカルタの高速列車がバンドン市に停車しない、乗客はどうすべきか?
Hari ini, seharusnya saya lewat di dekat tempat yang disebut stasiun di sisi Bandung, tetapi saya tidak menemukannya.
今日も、バンドゥン側の駅といわれる場所の近くを通ったはずが、見つけられなかった。
Berikut 5 hal yang perlu diketahui tentang kereta cepat Jakarta-Bandung:
ジャカルタ-バンドン間の高速列車について知っておくべき5つのこと:
1. Perkiraan harga tiket kereta cepat Jakarta-Bandung
"Tarif sesuai studi itu Rp 350.000 terjauh, terdekat itu Rp 150.000, tapi kami bisa melakukan diferensiasi tarif juga di mana saat peak kita reduce tarif diskon dan lain-lainnya," tuturnya.
1. ジャカルタ - バンドン高速鉄道のチケット料金の目安
「調査によると、最も遠い料金はRp. 350,000で、最も近い料金はRp. 150,000ですが、ピーク時に割引率を下げるなど、料金を差別化することもできます」と彼は言いました。
2. Stasiun kereta cepat Jakarta-Bandung
Stasiun Halim, Jakarta
Stasiun Karawang
Stasiun Padalarang
StasiunTegalluar, Bandung.
Dilansir dari Indonesia Baik, kereta cepat Jakarta-Bandung rencananya bakal beroperasi mulai pukul 05.30 WIB hingga 22.00 WIB.
2. ジャカルタ・バンドン高速鉄道駅
ハリム駅、ジャカルタ
カラワン駅
パダラン駅
バンドンのテガルアル駅。
インドネシア・バイクからの報告によると、ジャカルタ-バンドン高速列車は05:30 WIBから22:00 WIBまで運行する予定です。
3. Kecepatan kereta cepat Jakarta-Bandung
"Pengujian akan terus dilakukan hingga mencapai puncak kecepatan operasional di 350 km/jam dan puncak kecepatan teknis di 385 km/jam," terang Emir.
3. ジャカルタ-バンドン間の高速列車の速度
「試験は最高運用速度である時速350キロメートルと技術上の最高速度である時速385キロメートルに達するまで継続される」とエミール氏は述べた。
4. Waktu tempuh Jakarta-Bandung
Sebelumnya, Direktur Utama PT Kereta Cepat Indonesia China (KCIC) Dwiyana Slamet Riyadi pernah menyampaikan bahwa waktu tempuh Jakarta-Bandung hanya membutuhkan 36 menit.
4. ジャカルタからバンドンまでの移動時間
以前、PTケレタ・アピ・インドネシア・チャイナ(KCIC)のドウィヤナ・スラメット・リヤディ社長は、ジャカルタからバンドンまでの移動時間はわずか36分しかかからないと述べていた。
5. Target operasional kereta cepat Jakarta-Bandung
Diberitakan sebelumnya, Menteri Koordinator Bidang Kemaritiman dan Investasi (Menko Marves) Luhut Binsar Pandjaitan mengatakan, proyek kereta cepat Jakarta-Bandung rencananya mulai beroperasi pada 18 Agustus 2023.
"Kereta api cepat Jakarta-Bandung, kita harapkan mulai operasional 18 Agustus 2023 sebagai hadiah HUT ke-78 RI," terang Luhu,
5. ジャカルタ-バンドン高速列車の運行目標
既報のとおり、海事・投資調整大臣(メンコ・マーベス)のルフット・ビンサール・パンジャイタン氏は、ジャカルタ・バンドン間の高速鉄道プロジェクトは2023年8月18日に運行を開始する予定であると述べた。
「ジャカルタ-バンドン高速列車は、RI創立78周年の贈り物として、2023年8月18日に運行を開始したいと考えています」とルフ氏は説明した。
Kelima hal ini diketahui masyarakat Indonesia. Apa yang saya benar-benar ingin mereka tahu adalah
1. Alasan memilih Jakarta-Bandung
2. Berapa rata-rata jumlah penumpang per hari? Dan setelah berapa tahun rencana tersebut akan menguntungkan?
3, Berapa tahun yang dibutuhkan untuk menyelesaikan pembayaran ke negara bagian dan Bank of China?
これら 5 つのことはインドネシアの人々に知られています。 本当に彼らに知ってもらいたいことは、
1. ジャカルタ-バンドンを選んだ理由
2. 1 日あたりの平均乗客数は何人ですか。また、その計画は何年後には採算が取れますか?
3、国と中国銀行への支払いが完了するまでに何年かかりますか?
Sebagian masyarakat senang kereta cepat Jakarta-Bandung akan segera beroperasi meski banyak kendala. Beberapa orang memuji Joko. Ini negara yang aneh, bukan?
ジャカルターバンドゥンの高速鉄道について、問題が山積みなのに、間もなく、実用されることになって、喜んでいる人もいる。ジョコさんを褒めたたえている人もいる。不思議な国ですね。
Mengenai kereta api berkecepatan tinggi China, ada kekhawatiran. untuk membuat ibukota baru. Apakah itu direncanakan dengan pandangan tertentu, seperti perusakan alam, perusakan hutan, penguburan sumber daya bawah tanah, hilangnya masyarakat kuno, dan fungsi spesifik ibu kota?
中国高速鉄道と同じように、心配していることがある。新首都を作ることだ。自然破壊、森林破壊、地下資源の埋没、古来民族消滅、また、首都の具体的な機能などで、具体的な見通しを立てて、計画されたのだろうか。
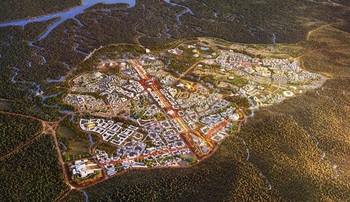
Delapan prinsip pembangunan IKN
Myrna juga memaparkan, pembangunan IKN dilakukan dengan menerapkan delapan prinsip perencanaan, dengan tujuan utama yakni kota hijau yang juga menonjolkan simbol dan identitas Nusantara.
“Ada delapan prinsip dalam pembangunan IKN,
1,prinsip pertama bahwa kota itu akan dibangun selaras dengan alam, jadi kita sedapat mungkin tidak melakukan rekayasa, kalau topografinya berbukit, maka desainnya juga akan mengikuti,” katanya.
IKN開発の8原則
マーナ氏はまた、IKNの開発は8つの計画原則を適用して実施され、主な目的は群島のシンボルとアイデンティティを強調する緑豊かな都市であると説明した。
「IKNの建設には8つの原則があります。
1,最初の原則は、都市が自然と調和して建設されるということです。そのため、エンジニアリングは可能な限り行わず、地形が丘陵であれば、デザインもそれに従うことになります」 、" 彼は言った。
2,Kedua, yakni prinsip Bhinneka Tunggal Ika, karena IKN ingin dibangun sebagai simbol identitas Indonesia yang beragam, maka inklusivitas pada semua kelompok, etnis, agama, usia, dan jenis kelamin perlu mendapat tempat di ruang-ruang publik IKN.
2,第二に、ビンネカ トゥンガル イカの原則です。IKN はインドネシア人の多様なアイデンティティの象徴として設立されることを望んでおり、すべてのグループ、民族、宗教、年齢、性別の包括性が IKN の公共スペースに居場所を確保する必要があります。
3,Prinsip berikutnya adalah rendah emisi karbon, dimana saat ini Otorita IKN sedang mempersiapkan komitmen untuk pengendalian perubahan iklim, yang targetnya di tahun 2045 IKN sebagai kota rendah karbon bisa diwujudkan, sekaligus melakukan transformasi pada industri yang saat ini banyak mendominasi, khususnya batu bara agar bisa menjadi industri yang lebih baik dengan mengurangi emisi karbon.
3,次の原則は低炭素排出であり、現在 IKN 当局は気候変動を制御するという公約を準備しており、その目標は 2045 年に低炭素都市としての IKN を実現し、現在多くを占めている産業を変革することである。 、特に石炭は、炭素排出量を削減することでより良い産業になることができます。
4,Lalu keempat ada prinsip sirkuler dan tangguh, yakni pengembangan daerah pertanian yang bebas sampah (zero waste) dan berkelanjutan (sustainable).
4,そして4番目に、循環的で厳しい原則があります。それは、廃棄物のない(廃棄物ゼロ)持続可能な(持続可能)農業地域の開発です。
5,Prinsip selanjutnya yakni aman dan terjangkau, dimana IKN bisa menjadi kota yang aman dan nyaman untuk ditinggali (liveable city) dan yang terakhir adalah nyaman dan efisien melalui pemanfaatan teknologi, dan bisa memberikan peluang ekonomi untuk masyarakat.
5,次の原則は安全で手頃な価格であり、IKN は安全で快適に住むことができる都市 (住みやすい都市) になることができ、最後の原則はテクノロジーの使用により快適で効率的であり、コミュニティに経済的機会を提供することができます。
6,Myrna juga mengatakan bahwa Aparatur Sipil Negara (ASN) yang bekerja di Otorita IKN akan bekerja atas dasar 24 Key Performance Indicators (KPI).
“Jadi kita bukan ASN biasa, tetapi ada target-target yang harus dicapai dalam waktu singkat,” tuturnya.
6,マーナ氏はまた、IKN当局で働く国家民間装置(ASN)は24の主要業績評価指標(KPI)に基づいて機能すると述べた。
「したがって、私たちは普通のASNではありませんが、短期間で達成しなければならない目標があります」と彼は言いました。
7,Myrna juga menjelaskan, demi mewujudkan pembangunan IKN yang hijau dan berkelanjutan, mesti diimbangi dengan kebijakan-kebijakan yang mendukung.
7,マーナ氏はまた、グリーンで持続可能なIKN開発を実現するには、支援政策とのバランスを取る必要があると説明した。
8,“Proses pembangunan IKN saat ini dilakukan di atas hutan eukaliptus, dan di bawahnya itu ada tambang ilegal, kita sedang menyusun kebijakannya, kalau mau dibangun menjadi hutan, berapa lama, advokasinya seperti apa, lalu kita juga sudah mengusulkan kebijakan untuk moratorium izin tambang, jadi tidak akan diberikan izin baru untuk tambang dan kebun,” jelasnya.
8,「IKNの建設プロセスは現在ユーカリの森の上で行われており、その下には違法な鉱山があります。現在方針を策定中です。もし森林の中に建設したい場合、どれくらいの時間がかかりますか?」 、それはどのような擁護ですか、その後、私たちは採掘許可の一時停止政策も提案しているため、鉱山やプランテーションに対する新たな許可は与えられません」と彼は説明しました。
アパートに戻っている。7時に出発、7時間余りの運転だった。


東海岸のサンライズ。そして、昨日入って、ほぼ、先端まで往復した半島(チャガール・アラム)

今朝の西海岸、ここから出発して、

途中、11時ころ寄って、食事をしたレストラン
8 決断する勇気
必ず、未経験の仕事はやってくる。その仕事を引き受けるか、断るか決めなければならない。引き受ける決断をする勇気が必要。引き受ける裏付けは何か、勢いである。速度である。そんな無責任な、と、思う人は、この仕事に向かない、批判する側の人である。もし、手こずれば、それ見たことかという人だ。勇気を持っている人の決断を応援できない雰囲気は、押出に向かない。
9 最後に 押出成形は、成形条件標準書、作業標準書通りにはできない。樹脂によって、大きさによって、厚さによって、オープンか閉じたものかによって、成型方法が違うし、温度条件や速度も違う。変える要素が無限にある。同じ原料でも、ロットによって、条件が違う。また、OK品を流していても、刻一刻と条件が変わる。それらを見抜いて、条件を変えなければならない。機械、装置、金型が製品を作るのではない、人間がそれらに適切な条件を与え続けなければならのが、プラスチックの押出成型ができるといえる、条件だ。
インドネシアには、プラスチック押出製品なら、何でも、引き受けるといえる人は、私しかいない。私がいなくなれば、27年前、私がインドネシアに生まれる前の状態になる。

25 Mei 2023 Covid-19 di Indonesia
Ada penambahan 619 orang positif Covid-19 pada hari ini, Kamis (25/5/2023).
本日木曜日(2023/5/25)、新型コロナウイルス感染症の陽性者数はさらに619人でした。
https://www.youtube.com/watch?v=1LIoXH9ibMc

Kereta Cepat Jakarta Tak Berhenti di Kota Bandung, Penumpang Harus Bagaimana?
ジャカルタの高速列車がバンドン市に停車しない、乗客はどうすべきか?
Hari ini, seharusnya saya lewat di dekat tempat yang disebut stasiun di sisi Bandung, tetapi saya tidak menemukannya.
今日も、バンドゥン側の駅といわれる場所の近くを通ったはずが、見つけられなかった。
Berikut 5 hal yang perlu diketahui tentang kereta cepat Jakarta-Bandung:
ジャカルタ-バンドン間の高速列車について知っておくべき5つのこと:
1. Perkiraan harga tiket kereta cepat Jakarta-Bandung
"Tarif sesuai studi itu Rp 350.000 terjauh, terdekat itu Rp 150.000, tapi kami bisa melakukan diferensiasi tarif juga di mana saat peak kita reduce tarif diskon dan lain-lainnya," tuturnya.
1. ジャカルタ - バンドン高速鉄道のチケット料金の目安
「調査によると、最も遠い料金はRp. 350,000で、最も近い料金はRp. 150,000ですが、ピーク時に割引率を下げるなど、料金を差別化することもできます」と彼は言いました。
2. Stasiun kereta cepat Jakarta-Bandung
Stasiun Halim, Jakarta
Stasiun Karawang
Stasiun Padalarang
StasiunTegalluar, Bandung.
Dilansir dari Indonesia Baik, kereta cepat Jakarta-Bandung rencananya bakal beroperasi mulai pukul 05.30 WIB hingga 22.00 WIB.
2. ジャカルタ・バンドン高速鉄道駅
ハリム駅、ジャカルタ
カラワン駅
パダラン駅
バンドンのテガルアル駅。
インドネシア・バイクからの報告によると、ジャカルタ-バンドン高速列車は05:30 WIBから22:00 WIBまで運行する予定です。
3. Kecepatan kereta cepat Jakarta-Bandung
"Pengujian akan terus dilakukan hingga mencapai puncak kecepatan operasional di 350 km/jam dan puncak kecepatan teknis di 385 km/jam," terang Emir.
3. ジャカルタ-バンドン間の高速列車の速度
「試験は最高運用速度である時速350キロメートルと技術上の最高速度である時速385キロメートルに達するまで継続される」とエミール氏は述べた。
4. Waktu tempuh Jakarta-Bandung
Sebelumnya, Direktur Utama PT Kereta Cepat Indonesia China (KCIC) Dwiyana Slamet Riyadi pernah menyampaikan bahwa waktu tempuh Jakarta-Bandung hanya membutuhkan 36 menit.
4. ジャカルタからバンドンまでの移動時間
以前、PTケレタ・アピ・インドネシア・チャイナ(KCIC)のドウィヤナ・スラメット・リヤディ社長は、ジャカルタからバンドンまでの移動時間はわずか36分しかかからないと述べていた。
5. Target operasional kereta cepat Jakarta-Bandung
Diberitakan sebelumnya, Menteri Koordinator Bidang Kemaritiman dan Investasi (Menko Marves) Luhut Binsar Pandjaitan mengatakan, proyek kereta cepat Jakarta-Bandung rencananya mulai beroperasi pada 18 Agustus 2023.
"Kereta api cepat Jakarta-Bandung, kita harapkan mulai operasional 18 Agustus 2023 sebagai hadiah HUT ke-78 RI," terang Luhu,
5. ジャカルタ-バンドン高速列車の運行目標
既報のとおり、海事・投資調整大臣(メンコ・マーベス)のルフット・ビンサール・パンジャイタン氏は、ジャカルタ・バンドン間の高速鉄道プロジェクトは2023年8月18日に運行を開始する予定であると述べた。
「ジャカルタ-バンドン高速列車は、RI創立78周年の贈り物として、2023年8月18日に運行を開始したいと考えています」とルフ氏は説明した。
Kelima hal ini diketahui masyarakat Indonesia. Apa yang saya benar-benar ingin mereka tahu adalah
1. Alasan memilih Jakarta-Bandung
2. Berapa rata-rata jumlah penumpang per hari? Dan setelah berapa tahun rencana tersebut akan menguntungkan?
3, Berapa tahun yang dibutuhkan untuk menyelesaikan pembayaran ke negara bagian dan Bank of China?
これら 5 つのことはインドネシアの人々に知られています。 本当に彼らに知ってもらいたいことは、
1. ジャカルタ-バンドンを選んだ理由
2. 1 日あたりの平均乗客数は何人ですか。また、その計画は何年後には採算が取れますか?
3、国と中国銀行への支払いが完了するまでに何年かかりますか?
Sebagian masyarakat senang kereta cepat Jakarta-Bandung akan segera beroperasi meski banyak kendala. Beberapa orang memuji Joko. Ini negara yang aneh, bukan?
ジャカルターバンドゥンの高速鉄道について、問題が山積みなのに、間もなく、実用されることになって、喜んでいる人もいる。ジョコさんを褒めたたえている人もいる。不思議な国ですね。
Mengenai kereta api berkecepatan tinggi China, ada kekhawatiran. untuk membuat ibukota baru. Apakah itu direncanakan dengan pandangan tertentu, seperti perusakan alam, perusakan hutan, penguburan sumber daya bawah tanah, hilangnya masyarakat kuno, dan fungsi spesifik ibu kota?
中国高速鉄道と同じように、心配していることがある。新首都を作ることだ。自然破壊、森林破壊、地下資源の埋没、古来民族消滅、また、首都の具体的な機能などで、具体的な見通しを立てて、計画されたのだろうか。
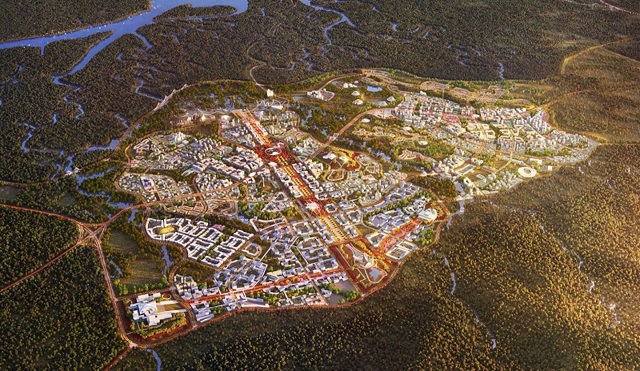
Delapan prinsip pembangunan IKN
Myrna juga memaparkan, pembangunan IKN dilakukan dengan menerapkan delapan prinsip perencanaan, dengan tujuan utama yakni kota hijau yang juga menonjolkan simbol dan identitas Nusantara.
“Ada delapan prinsip dalam pembangunan IKN,
1,prinsip pertama bahwa kota itu akan dibangun selaras dengan alam, jadi kita sedapat mungkin tidak melakukan rekayasa, kalau topografinya berbukit, maka desainnya juga akan mengikuti,” katanya.
IKN開発の8原則
マーナ氏はまた、IKNの開発は8つの計画原則を適用して実施され、主な目的は群島のシンボルとアイデンティティを強調する緑豊かな都市であると説明した。
「IKNの建設には8つの原則があります。
1,最初の原則は、都市が自然と調和して建設されるということです。そのため、エンジニアリングは可能な限り行わず、地形が丘陵であれば、デザインもそれに従うことになります」 、" 彼は言った。
2,Kedua, yakni prinsip Bhinneka Tunggal Ika, karena IKN ingin dibangun sebagai simbol identitas Indonesia yang beragam, maka inklusivitas pada semua kelompok, etnis, agama, usia, dan jenis kelamin perlu mendapat tempat di ruang-ruang publik IKN.
2,第二に、ビンネカ トゥンガル イカの原則です。IKN はインドネシア人の多様なアイデンティティの象徴として設立されることを望んでおり、すべてのグループ、民族、宗教、年齢、性別の包括性が IKN の公共スペースに居場所を確保する必要があります。
3,Prinsip berikutnya adalah rendah emisi karbon, dimana saat ini Otorita IKN sedang mempersiapkan komitmen untuk pengendalian perubahan iklim, yang targetnya di tahun 2045 IKN sebagai kota rendah karbon bisa diwujudkan, sekaligus melakukan transformasi pada industri yang saat ini banyak mendominasi, khususnya batu bara agar bisa menjadi industri yang lebih baik dengan mengurangi emisi karbon.
3,次の原則は低炭素排出であり、現在 IKN 当局は気候変動を制御するという公約を準備しており、その目標は 2045 年に低炭素都市としての IKN を実現し、現在多くを占めている産業を変革することである。 、特に石炭は、炭素排出量を削減することでより良い産業になることができます。
4,Lalu keempat ada prinsip sirkuler dan tangguh, yakni pengembangan daerah pertanian yang bebas sampah (zero waste) dan berkelanjutan (sustainable).
4,そして4番目に、循環的で厳しい原則があります。それは、廃棄物のない(廃棄物ゼロ)持続可能な(持続可能)農業地域の開発です。
5,Prinsip selanjutnya yakni aman dan terjangkau, dimana IKN bisa menjadi kota yang aman dan nyaman untuk ditinggali (liveable city) dan yang terakhir adalah nyaman dan efisien melalui pemanfaatan teknologi, dan bisa memberikan peluang ekonomi untuk masyarakat.
5,次の原則は安全で手頃な価格であり、IKN は安全で快適に住むことができる都市 (住みやすい都市) になることができ、最後の原則はテクノロジーの使用により快適で効率的であり、コミュニティに経済的機会を提供することができます。
6,Myrna juga mengatakan bahwa Aparatur Sipil Negara (ASN) yang bekerja di Otorita IKN akan bekerja atas dasar 24 Key Performance Indicators (KPI).
“Jadi kita bukan ASN biasa, tetapi ada target-target yang harus dicapai dalam waktu singkat,” tuturnya.
6,マーナ氏はまた、IKN当局で働く国家民間装置(ASN)は24の主要業績評価指標(KPI)に基づいて機能すると述べた。
「したがって、私たちは普通のASNではありませんが、短期間で達成しなければならない目標があります」と彼は言いました。
7,Myrna juga menjelaskan, demi mewujudkan pembangunan IKN yang hijau dan berkelanjutan, mesti diimbangi dengan kebijakan-kebijakan yang mendukung.
7,マーナ氏はまた、グリーンで持続可能なIKN開発を実現するには、支援政策とのバランスを取る必要があると説明した。
8,“Proses pembangunan IKN saat ini dilakukan di atas hutan eukaliptus, dan di bawahnya itu ada tambang ilegal, kita sedang menyusun kebijakannya, kalau mau dibangun menjadi hutan, berapa lama, advokasinya seperti apa, lalu kita juga sudah mengusulkan kebijakan untuk moratorium izin tambang, jadi tidak akan diberikan izin baru untuk tambang dan kebun,” jelasnya.
8,「IKNの建設プロセスは現在ユーカリの森の上で行われており、その下には違法な鉱山があります。現在方針を策定中です。もし森林の中に建設したい場合、どれくらいの時間がかかりますか?」 、それはどのような擁護ですか、その後、私たちは採掘許可の一時停止政策も提案しているため、鉱山やプランテーションに対する新たな許可は与えられません」と彼は説明しました。
アパートに戻っている。7時に出発、7時間余りの運転だった。


東海岸のサンライズ。そして、昨日入って、ほぼ、先端まで往復した半島(チャガール・アラム)

今朝の西海岸、ここから出発して、

途中、11時ころ寄って、食事をしたレストラン




